








انتخاب مناسب ترین پروسه و پرینتر سه بعدی برای یک کاربرد خاص می تواند مشکل باشد.طیف گسترده تکنولوژی ها و مواد اولیه پرینت سه بعدی معمولا به این معناست که تعداد زیادی از آنها می توانند گزینه های خوبی باشند اما هریک تفاوت هایی در دقت ، کیفیت سطح و پست پروسسینگ دارند.
هدف این مقاله دسته بندی و ارایه یک خلاصه از تفاوت های میان هرکدام از این تکنولوژی های ساخت افزودنی است. در ادامه معمول ترین پروسه های پرینت سه بعدی ،مواد اولیه هریک و کاربردهای پراستفاده آنها آورده شده است.
این پروسه وقتی شکل می گیرد که یک رزین فتو پلیمر(حساس به نور) در معرض یک نور با طول موج معین قرار می گیرد و با یک واکنش شیمیایی تبدیل به قطعه جامد می شود. برای اطلاعات بیشتر در مورد مکانیزم فتوپلیمریزاسیون در پرینتر سه بعدی می توانید اینجا کلیک کنید. چندین تکنولوژی اصلی پرینت سه بعدی از این پدیده برای نمونه سازی و ساخت قطعه به صورت لایه به لایه استفاده می کنند.
تکنولوژی ها

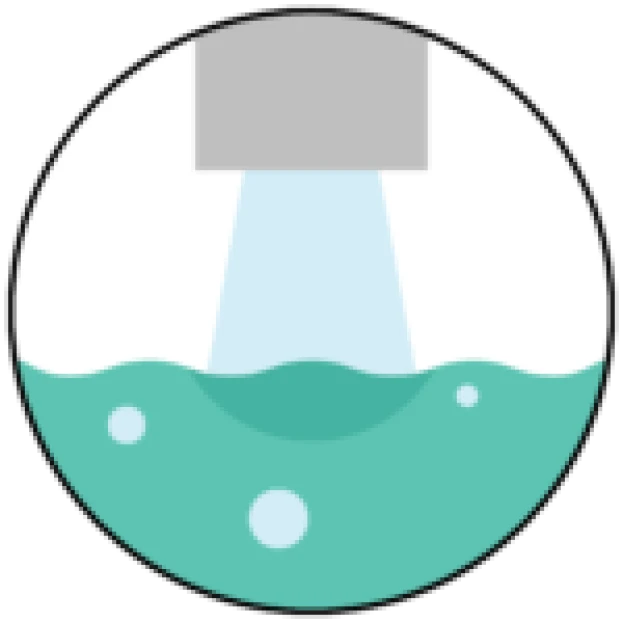
SLA: پرینتر سه بعدی SLA از یک سینی ساخت قرار گرفته در مایع رزین فتوپلیمر تشکیل شده است. یک لیزر نقطه ای درون دستگاه قرار گرفته است که برش های مختلف محیط قطعه را روی سینی ساخت ترسیم می کند. پس از ترسیم لایه و جامد شدن توسط لیزر، سینی ساخت بالا می رود و با یک لایه رزین جدید این پروسه تکرار می شود. این پروسه لایه به لایه تا تولید یک قطعه یکپارچه نهایی تکرار می شود. قطعات نهایی معمولا برای بهبود خواص مکانیکی در معرض نور UV قرار می گیرند.

DLP: پروسه ساخت پرینتر سه بعدی DLP شباهت بسیار زیادی به سیستم ساخت SLA دارد. تفاوت اصلی DLP با SLA استفاده از یک پروژکتور به جای اشعه نقطه ای لیزر است. پرینتر سه بعدی DLP از یک پروژکتور با کیفیت برای پردازش تصویر هر لایه روی رزین استفاده می کند. به دلیل طبیعت دیجیتالی پروژکتور، تصویر از پیکسل تشکیل شده و این پیکسل ها در قطعه نهایی مربع های بسیار کوچکی ایجاد می کنند که Voxel نامیده می شوند. برای بیشتر قطعه ها سرعت پرینترهای DLP بالاتر از SLA است زیرا بر خلاف SLA که هرلایه را به صورت نقطه ای ترسیم می کند، به طور آنی کل تصویر هر لایه را روی رزین پردازش می کنند.
CDLP: پردازش پیوسته نور مستقیم-پرینتر سه بعدی CLIP- قطعات را مشابه سیستم DLP می سازد با این تفاوت که سینی ساخت به طور پیوسته در محور Z حرکت می کند.این مسئله هم باعث یکپارچه شدن و نرمی سطح جسم و هم بالا رفتن سرعت می شود.
کاربردها
پروسه های پرینت سه بعدی پلیمریزاسیون VAT برای ساخت قطعات و نمونه سازی سریع با جزئیات بالا بسیار مناسب هستند و کیفیت و نرمی سطح خوبی به دست می دهند. همچنین تنوع رزین ها و خواص مکانیکی مختلف آنها باعث می شود که کاربردهای زیادی در صنایع طلا و جواهر، تزریق پلاستیک، دندانپزشکی و پزشکی داشته باشند.
مهم ترین محدودیت این تکنولوژی شکنندگی بیشتر متریال های آن است.
| تکنولوژی | برندهای سازنده | مواد اولیه |
| SLA | Formlabs, 3D Systems, DWS | رزین استاندارد, محکم(تاف), انعطاف پذیر, شفاف, و قالبگیری |
| DLP | B9 Creator, MoonRay | رزین استاندارد و قالبگیری |
| CDLP | Carbon3D, EnvisionTEC | رزین استاندارد، محکم(تاف)، انعطاف پذیر، شفاف و قابل قالبگیری |
تکنولوژی های پودری از یک منبع گرایی برای ایجاد اتصال بین ذرات پلاستیک و یا پودر فلزات استفاده می کنند. این تکنولوژی ها هم مانند دیگر تکنولوژی های پرینت سه بعدی به صورت لایه به لایه قطعه یکپارچه نهایی را تولید می کنند.
بیشتر تکنولوژی های پرینت سه بعدی پودری قطعه را درون ظرفی پر از پودر تولید می کنند.
تفاوت های اصلی بین تکنولوژی های پرینت سه بعدی پودری مختلف در منابع انرژی (مثل لیزر یا پرتوی الکترونی) آنها و پودری است که در پروسه ساخت استفاده می کنند.(فلز یا پلاستیک)
قطعات پرینت سه بعدی SLS پس از پروسه پرینت سه بعدی، درون پودر ماده قرار دارند و باید پس از ساخت فرآیند پودرزدایی روی آنها انجام شود.
تکنولوژی ها

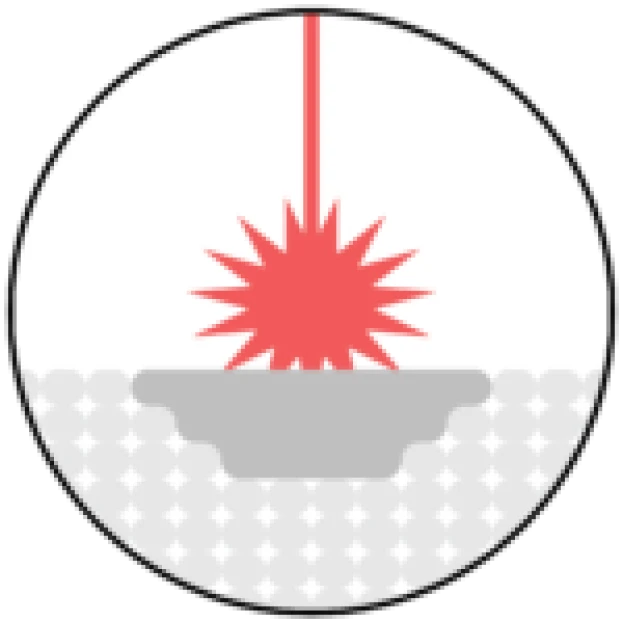
SLS: تکنولوژی پرینت سه بعدی SLS با ذوب کردن لایه به لایه ماده اولیه پودری قطعه نهایی را می سازد. پروسه با پوشش یک لایه پودر اولیه روی سینی ساخت شروع می شود، اشعه لیزر اولین مقطع قطعه را روی سینی ساخت شکل می دهد. سپس سینی ساخت یک مرحله پایین می آید و یک لایه پودر جدید روی آن پخش می شود و مراحل تکرار می شوند تا جسم یکپارچه ساخته شود.
نتیجه این پروسه، یک قطعه پوشیده در پودر است، قطعه سپس از پودر خارج شده، پودرزدایی می شود و آماده استفاده و یا پست پروسس است.
 هردو روش پرینت سه بعدی
SLM
(ذوب انتخابی با لیزر) و
DMLS
(تف جوشی مستقیم فلز با لیزر) قطعات را با روشی مشابه
SLS
می سازند. تفاوت اصلی بین این تکنولوژی ها و تکنولوژی پرینت سه بعدی
SLS در ماده اولیه آنهاست، ماده اولیه پرینتر سه بعدی SLS پودر
پلاستیک است درحالی که ماده اولیه این دو تکنولوژی انواع فلزات می
تواند باشد. تکنولوژی SLM پودر فلز را کاملا ذوب می کند در حالی که
در پرینتر سه بعدی DMLS پودر فلز تا دمایی نزدیک به نقطه ذوب حرارت
می بیند که باعث می شود ذرات به صورت شیمیایی به هم متصل شوند.
تکنولوژی پرینت سه بعدی DMLS تنها قابلیت ساخت قطعات با آلیاژهای
خاصی از فلزات مانند نیکل و Ti64 را دارد در حالی که SLM می تواند با
فلزات خالص مثل آلومینیوم هم قطعه بسازد.این تکنولوژی های پرینت سه
بعدی برخلاف SLS نیاز به
ساپورت
های خاصی دارند که نیروهایی که هنگام ساخت به قطعه وارد می شود دفع
شود. این ساپورت های امکان تاب برداشتن و تخلخل در قطعه را
کاهش می دهند.
هردو روش پرینت سه بعدی
SLM
(ذوب انتخابی با لیزر) و
DMLS
(تف جوشی مستقیم فلز با لیزر) قطعات را با روشی مشابه
SLS
می سازند. تفاوت اصلی بین این تکنولوژی ها و تکنولوژی پرینت سه بعدی
SLS در ماده اولیه آنهاست، ماده اولیه پرینتر سه بعدی SLS پودر
پلاستیک است درحالی که ماده اولیه این دو تکنولوژی انواع فلزات می
تواند باشد. تکنولوژی SLM پودر فلز را کاملا ذوب می کند در حالی که
در پرینتر سه بعدی DMLS پودر فلز تا دمایی نزدیک به نقطه ذوب حرارت
می بیند که باعث می شود ذرات به صورت شیمیایی به هم متصل شوند.
تکنولوژی پرینت سه بعدی DMLS تنها قابلیت ساخت قطعات با آلیاژهای
خاصی از فلزات مانند نیکل و Ti64 را دارد در حالی که SLM می تواند با
فلزات خالص مثل آلومینیوم هم قطعه بسازد.این تکنولوژی های پرینت سه
بعدی برخلاف SLS نیاز به
ساپورت
های خاصی دارند که نیروهایی که هنگام ساخت به قطعه وارد می شود دفع
شود. این ساپورت های امکان تاب برداشتن و تخلخل در قطعه را
کاهش می دهند.
 تکنولوژی پرینت سه بعدی EBM – ذوب با پرتوی الکترونی- به جای
لیزر از یک پرتو الکترونی با انرژی بالا برای ایجاد اتصال بین ذرات
پودر فلز استفاده می کند. یک پرتوی الکترونی متمرکز از یک لایه نازک
پودر عبور می کند و باعث ذوب و انجماد محیط مقطع مورد نظر جسم می
شود. سیستم های الکترونی فشار کمتری بر قطعه وارد می کنند و
نسبت به پرینترهای سه بعدی
SLM و DMLS
نیاز کمتری به
سازه ساپورت
دارند. پرینتر سه بعدی EBM از انرژی کمتری استفاده می کند و سرعت
بیشتری نسبت به تکنولوژی های دیگر پرینت سه بعدی فلز دارد اما کیفیت
پایین تری نسبت به آنها ارایه می دهد.
تکنولوژی پرینت سه بعدی EBM – ذوب با پرتوی الکترونی- به جای
لیزر از یک پرتو الکترونی با انرژی بالا برای ایجاد اتصال بین ذرات
پودر فلز استفاده می کند. یک پرتوی الکترونی متمرکز از یک لایه نازک
پودر عبور می کند و باعث ذوب و انجماد محیط مقطع مورد نظر جسم می
شود. سیستم های الکترونی فشار کمتری بر قطعه وارد می کنند و
نسبت به پرینترهای سه بعدی
SLM و DMLS
نیاز کمتری به
سازه ساپورت
دارند. پرینتر سه بعدی EBM از انرژی کمتری استفاده می کند و سرعت
بیشتری نسبت به تکنولوژی های دیگر پرینت سه بعدی فلز دارد اما کیفیت
پایین تری نسبت به آنها ارایه می دهد.
در پرینتر سه بعدی EBM قطعات باید در شرایط خلا تولید شوند و فقط مواد اولیه رسانا در این پروسه قابل استفاده هستند.

MJF: پرینتر سه بعدی مولتی جت فیوژن ترکیبی از تکنولوژی های SLS و متریال جتینگ – پلی جت است. تعدادی نازل جوهرافشان از محیط پرینت عبور می کنند و یک عنصر اتصال دهنده را روی یک لایه نازک از پودر پلاستیک می ریزد. همزمان در گوشه های قطعه یک عنصر ذوب کننده تزریق می شود. سپس یک منبع انرژی IR با نیروی بالا از روی سینی ساخت می گذرد و قسمت هایی که عنصر اتصال دهنده دارند ذوب شده و به هم متصل می شوند. این پروسه تا وقتی قطعات ساخته شوند تکرار می شود.
کاربردها
تکنولوژی های پرینت سه بعدی پودری آزادی زیادی در طراحی فراهم می کنند. با حذف ساپورت از پروسه پرینت ساخت هندسه های پیچیده امکان پذیر می شود.
هردوی قطعات فلزی و پلاستیکی به طور معمول مقاومت و سختی بالایی دارند و خواص مکانیکی آنها قابل مقایسه با (و حتی در برخی موارد بهتر از) متریال یکپارچه است.
روش های زیادی برای پست پروسس قطعاتی که با پرینتر سه بعدی پودری ساخته شده اند وجود دارد و به راحتی می توان با این روش ها نمونه سازی کرد و به یک محصول نهایی باکیفیت و مقاوم رسید.
محدودیت های پرینت سه بعدی پودری زبری سطوح و تخلخل داخلی قطعات، تاب برداشتن و انقباض موقع ساخت است.
| تکنولوژی | تولید کنندگان | مواد اولیه |
| SLS | EOS, Stratasys | Nylon, alumide, carbon-fiber filled nylon, PEEK, TPU |
| SLM/DMLS | EOS, 3D Systems, Sinterit | Aluminum, titanium, stainless steel, nickel alloys, cobalt-chrome |
| EBM | Arcam | Titanium, cobalt-chrome |
| MJF | HP | Nylon |
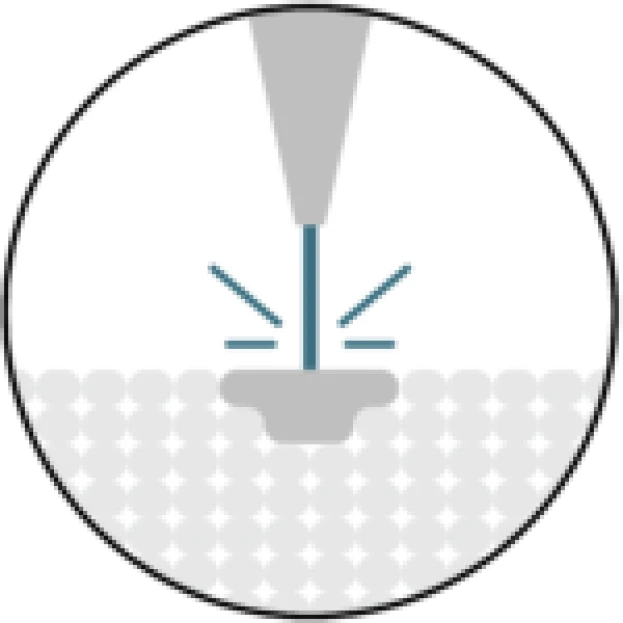
این تکنولوژی های پرینت سه بعدی بر پایه اکسترود مواد اولیه مانند بیرون آمدن خمیر دندان از تیوب کار می کنند.
این تکنولوژی ها به صرفه ترین و معمول ترین تکنولوژی های پرینت سه بعدی هستند، متریال از یک نازل حرارت دیده خارج شده و روی یک مقطع از پیش تعیین شده اکسترود می شود.
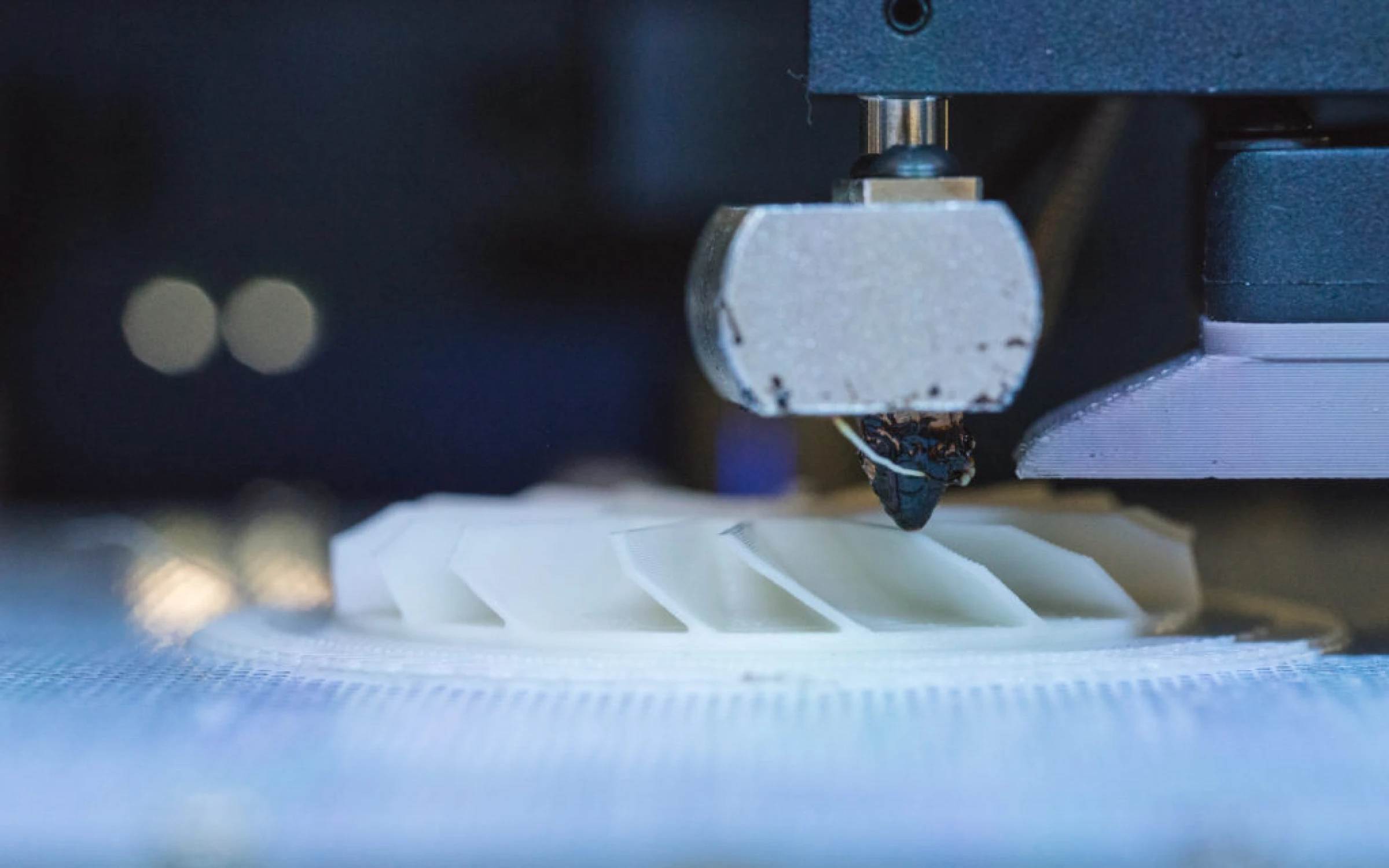
پرینت سه بعدی FDM
تکنولوژی ها
 تکنولوژی FDM یا FFF
معمول ترین تکنولوژی چاپ سه بعدی است. پرینتر سه بعدی FDM از رشته
(فیلامنت) متریال های ترموپلاستیک برای ساخت قطعه استفاده می کند،
این متریال در قالب فیلامنت ارایه می شود. فیلامنت از یک نازل داغ
عبور می کند که به آن حالتی خمیری نزدیک به مایع می دهد.پرینتر سه
بعدی به طور پیوسته نازل را حرکت می دهد، ماده اولیه خمیری در
مسیرهای مشخص روی سینی ساخت گذاشته می شود. با خنک شدن متریال، جامد
می شود و قطعه به صورت لایه به لایه ساخته می شود.
تکنولوژی FDM یا FFF
معمول ترین تکنولوژی چاپ سه بعدی است. پرینتر سه بعدی FDM از رشته
(فیلامنت) متریال های ترموپلاستیک برای ساخت قطعه استفاده می کند،
این متریال در قالب فیلامنت ارایه می شود. فیلامنت از یک نازل داغ
عبور می کند که به آن حالتی خمیری نزدیک به مایع می دهد.پرینتر سه
بعدی به طور پیوسته نازل را حرکت می دهد، ماده اولیه خمیری در
مسیرهای مشخص روی سینی ساخت گذاشته می شود. با خنک شدن متریال، جامد
می شود و قطعه به صورت لایه به لایه ساخته می شود.
کاربردها
تکنولوژی های اکسترود ماده یک راه سریع و به صرفه برای ساخت نمونه های اولیه از جنس پلاستیک است.
پرینتر سه بعدی FDM صنعتی نیز برای ساخت نمونه های کاربردی مهندسی نیز می توانند استفاده شوند.
محدودیت های پرینت سه بعدی FDM دقت ابعادی ، نیاز به سازه ساپورت در زوایای بالای ۴۵ درجه است.
| تکنولوژی | تولید کنندگان | متریال ها |
| FDM | Stratasys, Ultimaker, MakerBot, Markforged | ABS, PLA, Nylon, PC, نایلون مسلح به فیبر, ULTEM, متریال های خاص(شبه چوب، فلز و…) |
جت کردن متریال یک پروسه ساخت افزودنی است که شیوه کاری مشابه پرینترهای دوبعدی دارد. در این تکنولوژی یک هِد پرینتر – مشابه هِد پرینترهای جوهرافشان – قطرات یک متریال حساس به نور را روی سینی پرینتر پخش می کند، این قطرات تحت نور UV به صورت لایه به لایه جامد می شود. مواد اولیه این دستگاه های پرینتر سه بعدی پلیمرهای ترموستات(اکرلیک ها) هستند که در حالت مایع استفاده می شوند.
پرینتر سه بعدی مولتی جت یا MJ قطعاتی با دقت بسیار بالا و سطوح نرم می سازد. پرینت سه بعدی مولتی متریال(استفاده همزمان از چندین ماده اولیه ) و استفاده از گستره زیادی از متریال ها (مثل شبه ABS، شبه لاستیک ومتریال های کاملا شفاف) در این تکنولوژی امکان پذیر است. امکان استفاده از چند متریال در این تکنولوژی به منظور چاپ سه بعدی ساپورت از یک متریال حلال در آب معمولا استفاده می شود.

پرینتر های سه بعدی متریال جتینگ معمولا ابعاد بزرگی دارند
تکنولوژی ها
 در متریال جتینگ پرینتر سه بعدی، یک فتوپلیمر را از صدها نازل کوچک
موجود در یک هِد پرینتر توزیع می کند تا قطعه را به صورت لایه به
لایه بسازد. این تکنولوژی در مقابل دیگر تکنولوژی های جتینگ نقطه ای
اجازه می دهد که متریال به صورت خطی و با سرعت بسیار بالاتر روی سینی
پرینتر سه بعدی توزیع شود.
در متریال جتینگ پرینتر سه بعدی، یک فتوپلیمر را از صدها نازل کوچک
موجود در یک هِد پرینتر توزیع می کند تا قطعه را به صورت لایه به
لایه بسازد. این تکنولوژی در مقابل دیگر تکنولوژی های جتینگ نقطه ای
اجازه می دهد که متریال به صورت خطی و با سرعت بسیار بالاتر روی سینی
پرینتر سه بعدی توزیع شود.
پرینتر سه بعدی پلی جت یک نوع پرینتر سه بعدی متریال جتینگ است.
پس از توزیع قطرات روی سینی پرینتر سه بعدی ، با تابش نور فرابنفش این قطرات کیور و جامد می شوند.
پروسه های پرینت سه بعدی متریال جتینگ نیاز به سازه ساپورت دارند، این ساپورت معمولا به صورت خودکار با یک متریال حلال در آب (مثل PVA) ساخته می شود که به راحتی پس از پرینت سه بعدی قابل حذف است.

جت کردن ذرات نانو (NPJ): تکنولوژی جت کردن ذرات نانو از یک مایع استفاده می کند که حاوی ذرات نانوی فلز و یا متریال ساپورت است. این مواد اولیه در قالب کارتریج به پرینتر متصل شده و در لایه های فوق العاده نازک روی سینی ساخت جت می شود. دمای بالای محیط ساخت پرینتر سه بعدی NPJ باعث بخار شدن قطرات و به جای ماندن قطعات فلز می شود.

چکاندن بر حسب نیاز یا Drop-On-Demand: پرینتر سه بعدی DOD دو جتِ پرینت دارد: یکی برای توزیع ماده اولیه ساخت(معمولا یک مایع وَکس مانند) و دیگری برای متریال ساپورت محلول در آب. چاپگرهای سه بعدی DOD روی یک مسیر از پیش تعیین شده-مقطع قطعه- قطرات را به صورت نقطه ای توزیع می کنند. این پرینتر های سه بعدی پس از توزیع هر لایه، مقطع جسم را برش می زنند تا صافی سطح لایه ها ایده آل شود. پرینتر سه بعدی DOD معمولا برای ساخت الگوهای مشابه وَکس برای ساخت قالب و ریخته گری به کار می رود.
کاربردها
پرینت سه بعدی با تکنولوژی “متریال جتینگ” برای نمونه سازی سریع واقع گرایانه بسیار مناسب است. قطعات تولید شده با این تکنولوژی جزئیات فوق العاده، دقت بالا و سطح صاف و نرمی دارند. این پرینتر سه بعدی به طراح سه بعدی این امکان را می دهد که قطعه را در یک نوبت پرینت با چند رنگ و چند متریال مختلف پرینت سه بعدی کند. محدودیت های اساسی پرینتر های سه بعدی متریال جتینگ هزینه بالا و شکنندگی قطعه هایی است که با نور فرابنفش کیور شده اند.
| تکنولوژی | تولیدکنندگان | مواد اولیه |
| متریال جتینگ | Stratasys (Polyjet), 3D Systems (MultiJet) | مقاوم,شفاف، مولتی کالر(چند رنگ), شبه لاستیک, شبه ABS و
مولتی متریال(چند متریال) |
| NPJ | Xjet | فولاد ضدزنگ(استیل), سرامیک ها |
| DOD | Solidscape | وَکس |
تکنولوژی ها

پرینتر سه بعدی بایندرجت تنها پرینتر سه بعدی حال حاضر است که توانایی پرینت تمام رنگی دارد
 پرینتر سه بعدی
بایندرجت
یک عنصر چسباننده-بایندر- را روی لایه های نازک یک متریال پودری
توزیع می کند. مواد اولیه پودری می توانند با پایه سرامیک (مثل شیشه
یا گچ) یا فلز (مثل فولاد ضدزنگ -استیل) باشند.
پرینتر سه بعدی
بایندرجت
یک عنصر چسباننده-بایندر- را روی لایه های نازک یک متریال پودری
توزیع می کند. مواد اولیه پودری می توانند با پایه سرامیک (مثل شیشه
یا گچ) یا فلز (مثل فولاد ضدزنگ -استیل) باشند.
هدِ پرینتر سه بعدی روی پلتفرم ساخت حرکت کرده و قطرات بایندر را توزیع می کند. ساخت هرلایه با این پرینتر ها شبیه به پروسه پرینت دوبعدی جوهر روی کاغذ است. پس از پایان ساخت هرلایه، سینی ساخت پرینتر سه بعدی به سمت پایین حرکت کرده و یک لایه پودر جدید روی آن پخش می شود و مراحل برای لایه جدید تکرار می شوند. پروسه ساخت تا زمان شکل گیری قطعه یکپارچه ادامه می یابد. پس از پرینت قطعات در وضعیتی هستند که برای قابل استفاده شدن نیاز به پست پروسس دارند. معمولا برای بهبود خواص مکانیکی ماده هایی مانند سیانواکریلات -برای سرامیک- و برنز -برای فلز- پس از پایان پروسه پرینت سه بعدی به قطعات افزوده می شوند.
کاربردها
پرینتر سه بعدی بایندرجت سرامیکی برای مدل هایی که ویژگی مهم آنها فرم و زیبایی است بسیار مناسب است، مدل های معماری، نمونه های بسته بندی و مجسمه های تمام رنگی از جمله این کاربردها است. در مقابل این تکنولوژی برای نمونه های کاربردی زیاد مناسب نیست. قطعاتی که با این تکنولوژی ساخته می شوند شکنندگی زیادی دارند. بایندرجت سرامیکی برای ساخت قالب برای sandcasting نیز به کار می رود.
قطعات فلزی که با پرینتر سه بعدی بایندر جت ساخته می شوند هم می توانند به عنوان قطعات کاربردی استفاده شوند و از تکنولوژی پرینت سه بعدی SLM یا DMLS به صرفه تر هستند با این تفاوت که خواص مکانیکی ضعیف تری دارند.
| تکنولوژی | تولیدکنندگان | متریال ها |
| بایندرجت | ۳D Systems, Voxeljet | ماسه سیلیکا, PMMA particle material, سنگ گچ ، سنگ ماسه |
| ExOne | فولاد ضدزنگ(استیل), سرامیک ها, کبالت-کروم, تنگستن-کرباید |
پرینتر های سه بعدی با تکنولوژی توزیع مستقیم انرژی قطعات را با ذوب پودر همزمان با توزیع آن می سازد. این تکنولوژی معمولا با پودر فلزات یا مفتول فلز کار می کند.
تکنولوژی ها

LENS: پرینتر سه بعدی لنز دارای یک هد است که تشکیل شده از یک لیزر، نازل های توزیع کننده و تیوب های گاز راکد است. این تشکیلات پودر را هنگام خروج از نازل ذوب می کنند تا قطعه به صورت لایه به لایه ساخته شود. لیزر در پلتفرم ساخت یک استخر ذوب تشکیل می دهد و پودر درون این استخر اسپری می شود.
درون این استخر پودر ذوب شده ، جامد شده و قطعه را لایه لایه شکل می دهد.
لایه اولیه پرینت می تواند یک صفحه فلزی صاف و یا یک قطعه ساخته شده باشد که نیاز به تعمیر و اصلاح دارد. کاربرد اصلی این پرینتر سه بعدی تعمیر قطعات ساخته شده است.
EBAM (ساخت افزودنی با پرتوی الکترونی): تکنولوژی پرینت سه بعدی EBAM برای ساخت قطعات فلزی با استفاده از پودر یا سیم فلزی به کار می رود، این مواد با استفاده از پرتوی الکترونی به عنوان منبع حرارتی به یکدیگر جوش داده می شوند. این پرینتر سه بعدی در شرایط خلا کار می کند و برای استفاده در فضا طراحی شده است. EBAM پروسه ای مشابه پرینتر سه بعدی LENS دارد با این تفاوت که مصرف انرژی آن بهینه تر است.
کاربردها
تکنولوژی های پرینت سه بعدی DED به طور انحصاری در ساخت افزودنی فلز به کار می روند. طبیعت پروسه ساخت این تکنولوژی ها آنها را به یک تکنولوژی ایده آل برای کاربردهای تعمیر یا افزودن مواد به قطعات ساخته شده(مانند توربین ها) تبدیل کرده است. وابستگی این تکنولوژی پرینت سه بعدی به سازه های ساپورت متراکم باعث می شود DED برای ساخت قطعات از صفر مناسب نباشد.
| تکنولوژی | تولیدکنندگان | مواد اولیه |
| LENS | Optomec | تیتانیوم، فولاد ضدزنگ(استیل) ، آلومینیوم، مس، tool steel |
| EBAM | Sciaky Inc | تیتانیوم، فولاد ضدزنگ(استیل)، آلومینیوم، مس-نیکل، استیل ۴۳۴۰ |
منبع: 3DHUBS