








دو مورد از مهمترین متغیرهایی که روی کارکرد و هزینه
پرینت سه بعدی FDM
تاثیر میگذارند ضخامت دیواره(Shell) و تراکم داخلی(Infill)
هستند.
قطعاتی که با پرینتر سه بعدی FDM ساخته میشوند معمولا کاملا توپر پرینت نمیشوند. پرینت سه بعدی قطعات به صورت توپر و یکپارچه هزینه مواد اولیه و زمان ساخت قطعه را بسیار بالا میبرد. برای بهینهسازی این پروسه بیشتر قطعات با پوستههای توپر پرینت شده و داخل آنها با درصد معینی از متریال پر میشوند.
در این متن ما تفاوتهای میان ضخامت پوسته و تراکم داخلی را برمیشماریم و نشان میدهیم که چگونه این متغیرها میتوانند برای بهینهسازی مناسب پروسۀ پرینت یک مدل سه بعدی به کار ما بیایند.
یک پرینت FDM استاندارد به چهار بخش میتواند تقسیم شود. متغیرهای این بخشها میتواند برای بهینهسازی هر مدل سه بعدی تغییر کند:
۱.پوسته (Shell) : دیوارههای خارجی مدل سه بعدی که مرز بین قطعه و فضای بیرون از آن هستند.
۲.لایه های زیرین: دیوارههای خارجی مدل که در هنگام پرینت سه بعدی زیر آن و روی سینی ساخت قرار دارند.
۳.لایه های فوقانی: دیوارههای خارجی مدل سه بعدی که در هنگام پرینت روی قطعه محسوب میشوند و مقابل نازل قرار دارند. معمولاً این بخش از مدل بهترین کیفیت سطح را خواهد داشت.
۴.تراکم داخلی(infill) : سازۀ داخلی مدل سه
بعدی.
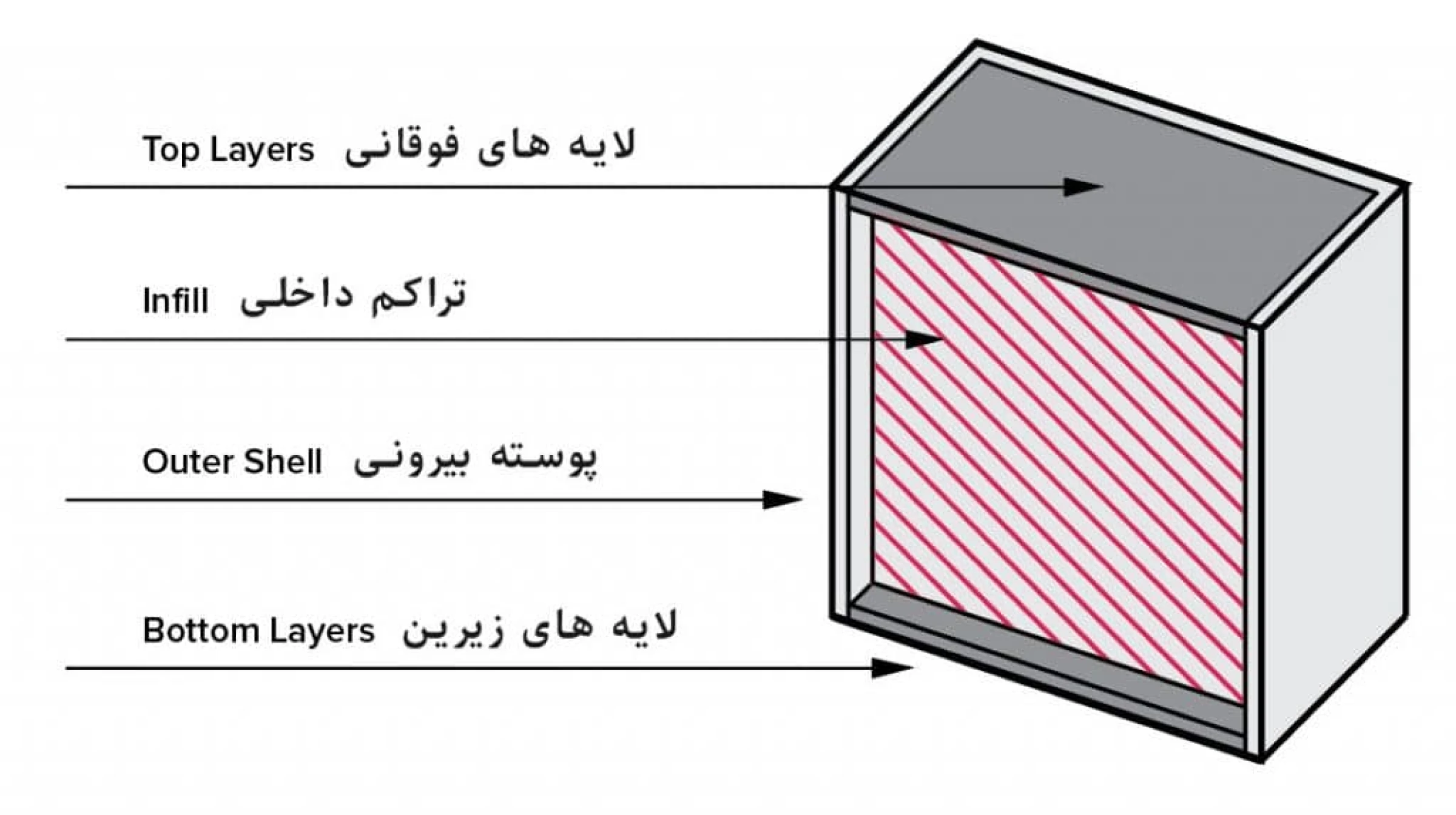
چهار بخش یک پرینت FDM که توسط اپراتور قابل تنظیم هستند.
پوستهها تعداد لایههایی هستند که در بخشهای بیرونی یک قطعه قرار دارند. در پرینتر سه بعدی FDM پوستهها اولین مناطقی هستند که پرینت میشوند. برخی نکات مرتبط با پوسته که هنگام طراحی قطعه برای پرینت سه بعدی FDM بهتر است درنظر بگیرید عبارتند از:
- مقاومت با ضخامت پوسته – Shell Thickness رابطۀ مستقیم دارد. با افزایش ضخامت پوسته میتوانید بدونآنکه هزینۀ متریال به طرز قابل توجهی بالا برود قطعه مستحکمتری داشته باشید. بیشتر نرم افزارهای اسلایسر ( نرم افزارهای پرینت سه بعدی ) قابلیت تنظیم ضخامت پوسته را دارند. حتی برخی از این نرم افزارها امکان تعیین نقاط حساس را دارند و میتوان ضخامت پوسته را در آن بخشها بیشتر از بخشهای دیگر درنظر گرفت.
- اگر قطعه پس از پرینت سه بعدی قرار است پولیش و پرداخت شده و یا سمبادهکاری شود بالا بردن ضخامت پوسته برای آسیبندیدن قطعه امری ضروری است.
- هرگونه افزایش در تعداد پوستهها زمان و متریال مورد نیاز برای پرینت سه بعدی قطعه را بالا برده و به طبع به هزینه ساخت آن میافزاید.
- پوستهها معمولا از تعداد مشخصی لایه به قطر نازل تشکیل
میشوند.برای پیشگیری از ایجاد حفره و ناهمواری در پوسته بهتر است
ضخامت پوسته مضربی از قطر نازل باشد.

اینکه ضخامت دیواره های قطعه (پوسته) مضربی از قطر نازل باشد به استحکام قطعه کمک کرده و از ایجاد فضاهای خالی روی دیواره جلوگیری می کند. تصویر سمت چپ یک ضخامت دیواره ایده آل را نشان می دهد. در تصویر سمت راست ضخامت دیواره مضربی از قطر نازل نیست که موجب ایجاد فضای خالی در وسط دیواره شده است.
استحکام یک قطعه پرینت سه بعدی با تراکم داخلی آن رابطه مستقیم
دارد. یک قطعه با تراکم داخلی ۵۰% نسبت به یک قطعه با تراکم ۲۵% ،از
۲۵% استحکام بالاتری برخوردار است. این در حالی است که تغییر تراکم
داخلی از ۵۰% به ۷۵% تنها حدود ۱۰% مقاومت قطعه را افزایش میدهد.
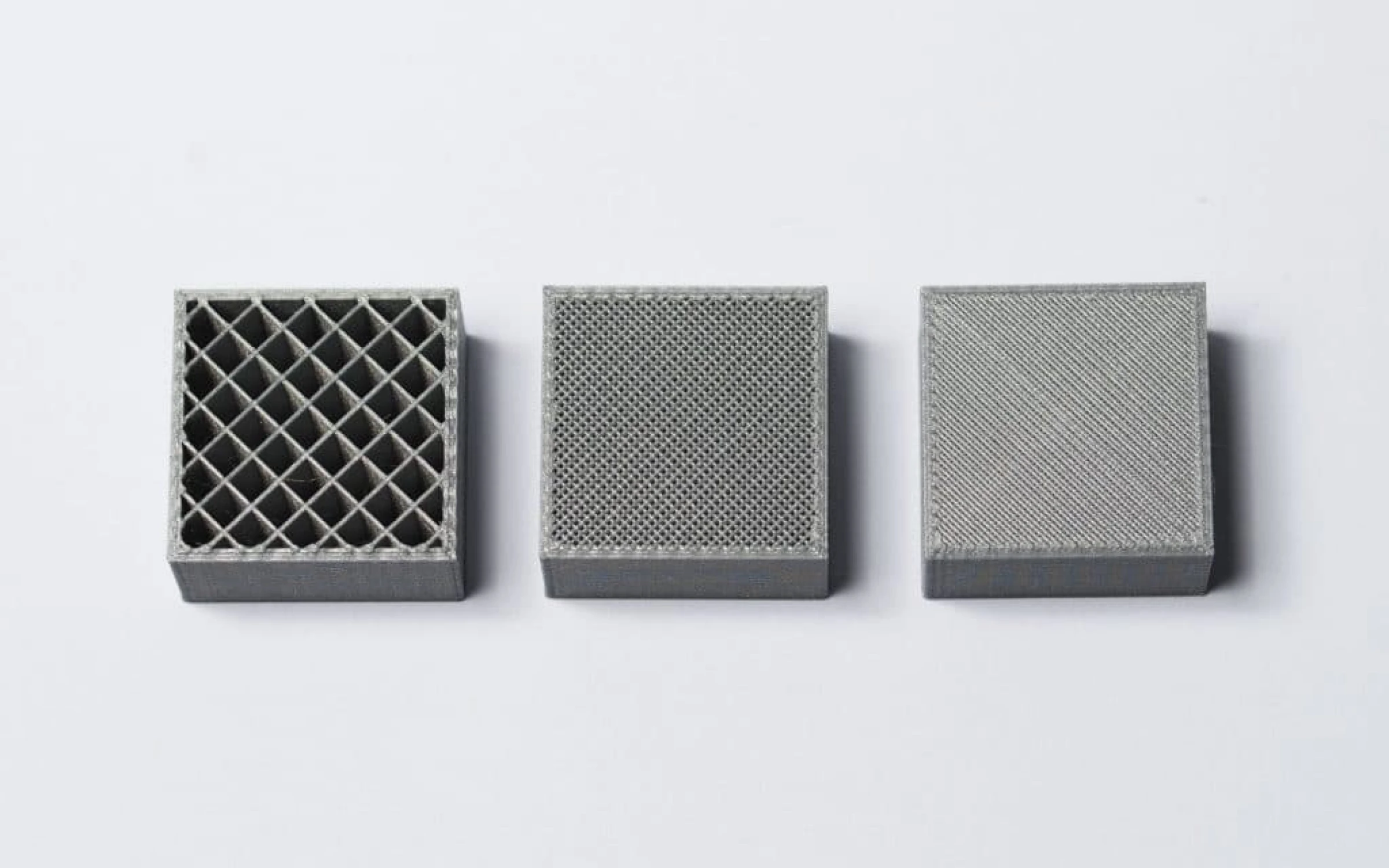
مقادیر مختلف تراکم داخلی. راست به چپ: ۷۵% ، ۵۰% و ۲۰%
آگاهی نسبت به کاربرد قطعه پرینت شده میتواند به انتخاب تراکم داخلی بهینه برای مدل سه بعدی کمک کند. برای نمونهای که تنها فرم و ظاهر آن اهمیت دارد استفاده از کمترین تراکم داخلی ممکن باعث صرفه جویی در هزینه متریال و زمان میشود. در مقابل برای قطعاتی که کاربردی هستند و قرار است بار مشخصی را تحمل کنند استفاده از تراکمهای داخلی بالاتر توصیه میشود. به طور پیشفرض تراکم داخلی ۲۰% به عنوان یک استاندارد در جامعه پرینت سه بعدی پذیرفته شده و برای اکثریت کاربریها تراکم داخلی بهینه و مناسبی است. در صورت تمایل به تغییر تراکم داخلی بهتر است با سرویسدهنده پرینت خود مشورت کنید.
تراکم داخلی همچنین نقش حیاتی در اتصال فیچرها و بیرونزدگیها به مدل سه بعدی دارد. اتصالات اسنپ-فیت از جمله اینگونه فیچرها هستند. پایه این اتصالات معمولا ضعیفترین بخش آنها هستند. در صورت پایین بودن تراکم داخلی قطعه، اتصال این پایهها با فضای داخلی مدل بسیار ضعیف بوده و به راحتی شکسته میشوند. در اینگونه مدلهای سه بعدی با بالابردن تراکم داخلی پروسه پرینت میتوان اتصال فیچر به مدل را قوی کرده و دوام اتصال را بسیار بالا برد.

دو اتصال اسنپ فیت شکسته شده. قطعه سفید با تراکم ۲۰% و قطعه طوسی با تراکم ۱۰۰% پرینت شده است. افزایش تراکم داخلی موجب اتصال قوی تر بین بدنه و فیچر ها می شود.
تراکم داخلی در قطعههای پرینت سه بعدی شدهای که قرار است دریل یا پیچ شوند از اهمیت بالایی برخوردار است. فرض کنید یک مدل سه بعدی بعد از پرینت قرار است به یک سطح دیگر پیچ شود. اگر مدل سه بعدی تراکم داخلی پایینی داشته باشد ممکن است پیچ حتی بدون برخورد با سازه داخلی قطعه از دو طرف آن عبور کرده و یک اتصال بسیار ضعیف را تشکیل دهد. برای اینگونه کاربریها، تراکم داخلی بالای ۵۰% توصیه می شود.
اتصالاتی که در آنها پیچ و مهره به کار میرود برای قطعات تراکم
پایین مناسبتر هستند.اگر امکان بالا بردن تراکم قطعه را ندارید در
مدل سه بعدی خود برای اتصال پیچ و مهره حفره در نظر بگیرید. ضخامت
پوسته و دیوارهها نیز به اتصال محکم قطعه کمک می کنند.
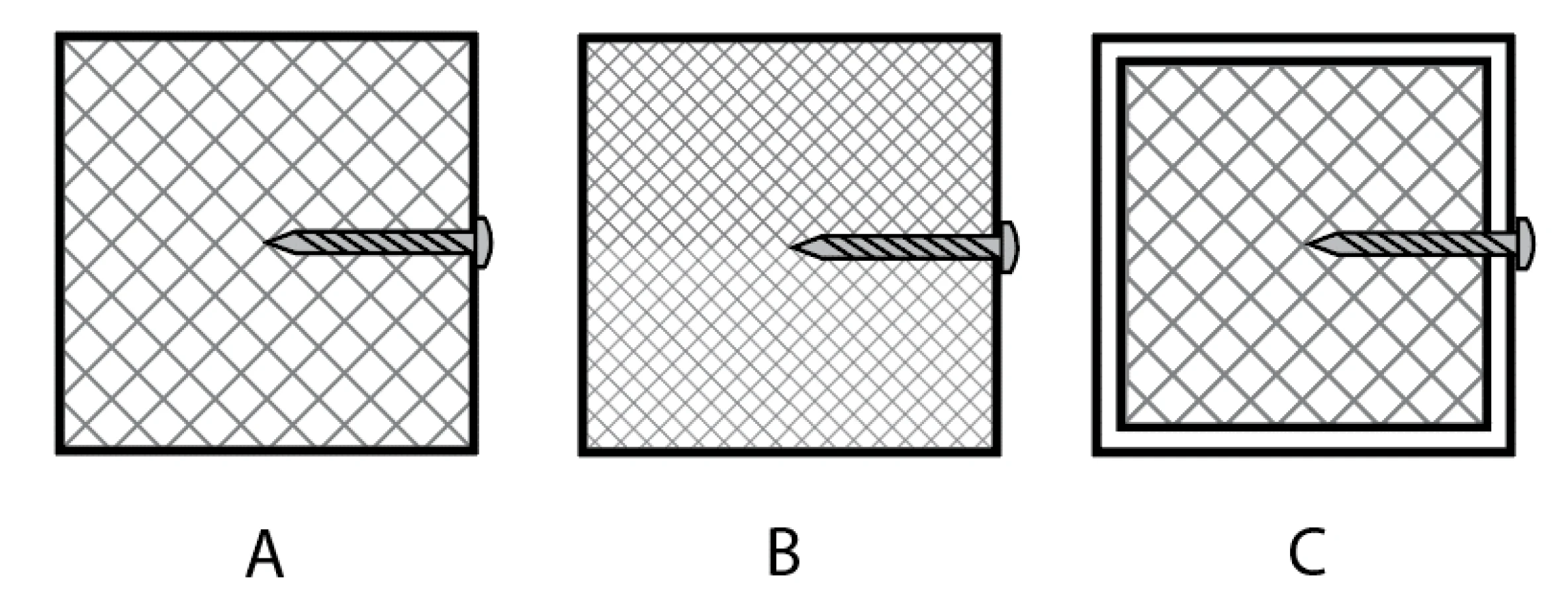
A. اتصال ضعیف پیچ در قطعه با تراکم داخلی و ضخامت پوسته پایین.
B.بالا
بردن تراکم داخلی به استحکام اتصال کمک کرده است.
C.بالا بردن
ضخامت پوسته یک راه حل ارزانتر برای بالا بردن استحکام اتصال
است.(نسبت به بالا بردن تراکم داخلی)
در یک پرینت سه بعدی استاندارد، تراکم داخلی به صورت هاشورهای زاویه
دار یا شکل کندوی عسل(لانه زنبوری) پرینت می شود. چهار فرم معمول
تراکم داخلی عبارت اند از:
| هندسه تراکم | توضیح |
 | مربعی – الگوی تراکم داخلی استاندارد پرینتر سه بعدی FDM. در همه جهات دارای استحکام بوده و سرعت پرینت منطقی و سریعی دارد. پرینت این نوع تراکم برای پرینتر سه بعدی بسیار ساده و بهینه است. |
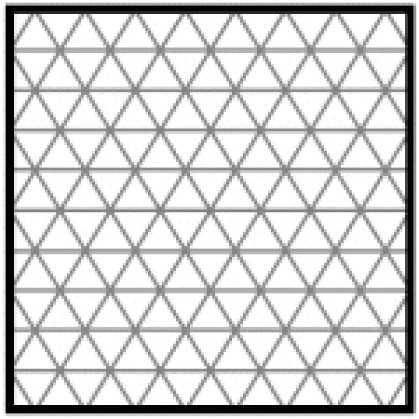 | مثلثی – Diagonal – در مواقعی که قرار است فشار زیادی در جهت دیوارههای قطعه وارد شود از این الگو استفاده میشود. این الگو نیاز به زمان بیشتری برای پرینت دارد. |
 | Wiggle موجدار – این الگوی تراکم به قطعه امکان چرخش و فشردهشدن میدهد و نرمی خاصی ایجاد میکند و انتخاب خوبی برای پرینت سه بعدی متریالهای انعطافپذیر و نایلونهای نرمتر است. |
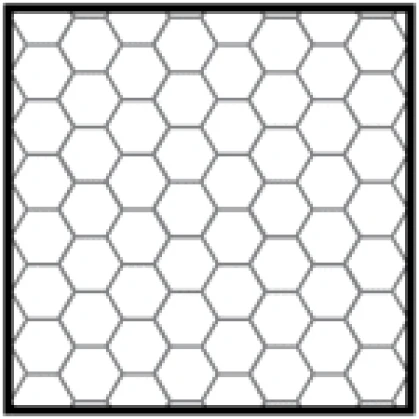 | لانه زنبوری honeycomb یکی از الگوهای بسیار معمول پرینت که بسیار مستحکم بوده، سرعت چاپ بالایی داشته و مقاومت خوبی در همه جهات دارد. |
اگر متن بالا را کامل نخواندید:
* پیش از تنظیم ضخامت پوسته و درصد تراکم داخلی در مورد کاربرد مدل سه بعدی اطلاع کسب کنید. بالا بردن ضخامت پوسته و درصد تراکم داخلی مقاومت قطعه را بالا برده و به طبع زمان و هزینه چاپ سه بعدی قطعه را افزایش میدهد.
*حتما ضخامت پوستهها را مضربی از قطر نازل پرینتر سه بعدی درنظر بگیرید.
*اگر یک قطعه نیاز به پیچ یا دریل کاری دارد ضخامت دیواره و یا
تراکم داخلی آن را بالا درنظر بگیرید. اگر این کار امکانپذیر نبود
در طرح خود حفره برای پیچ و مهره درنظر بگیرید.
*برای
نمونه سازی سریع
و ارزان تراکم مربعی به خاطر سرعت بالای پرینت آن بهترین انتخاب است.
اگر استحکام قطعه از اهمیت بالایی برخوردار است تراکم داخلی لانه
زنبوری یا مثلثی استفاده کنید. این الگوها نسبت به الگوی مربعی به
قطعه استحکام بالاتری میبخشند.