- محصول بسازید

- مدرسه پرینت سه بعدی
- تماس با ما







درباره ی تکنولوژی پرینت سه بعدی رزینی SLA
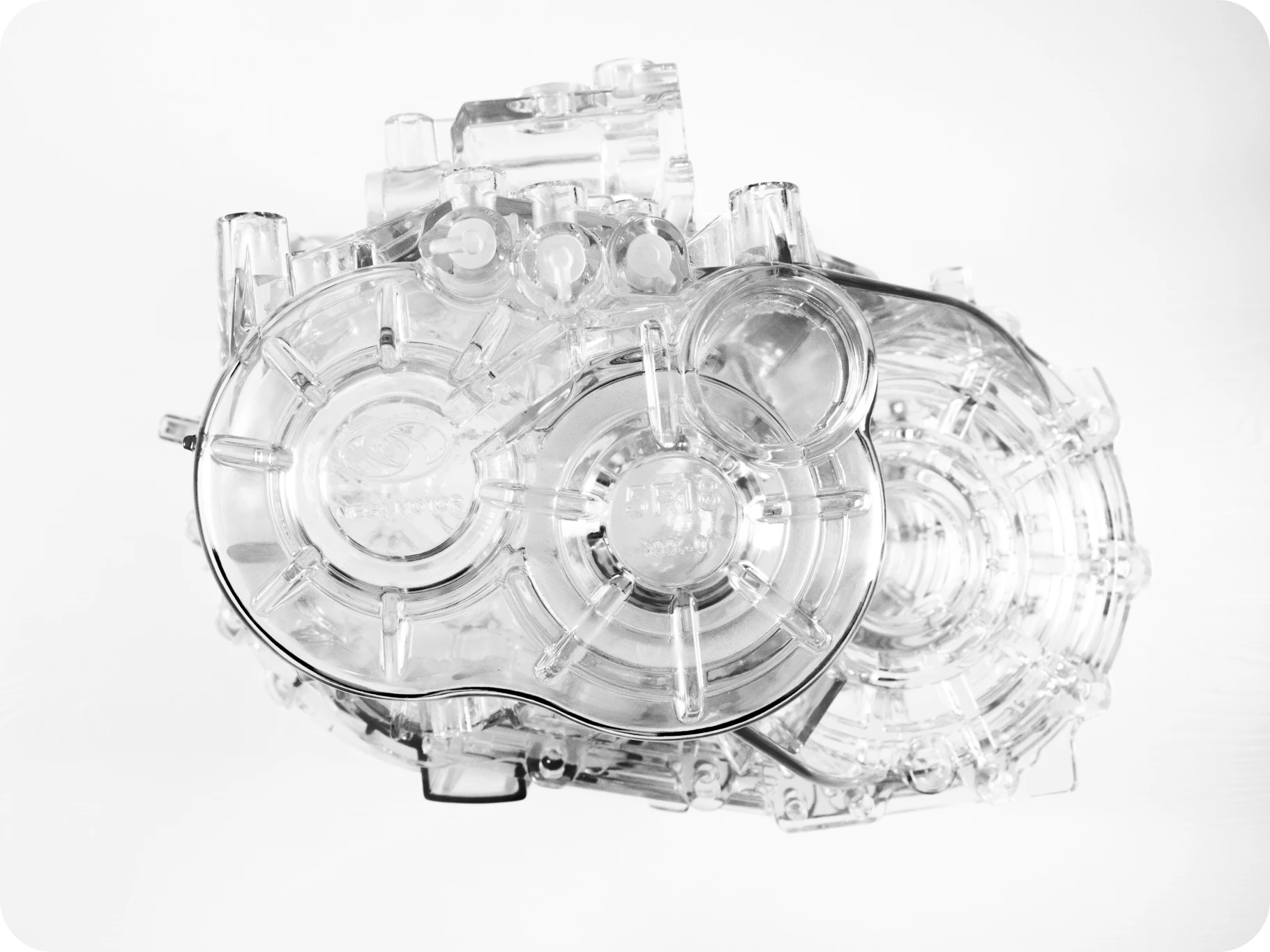
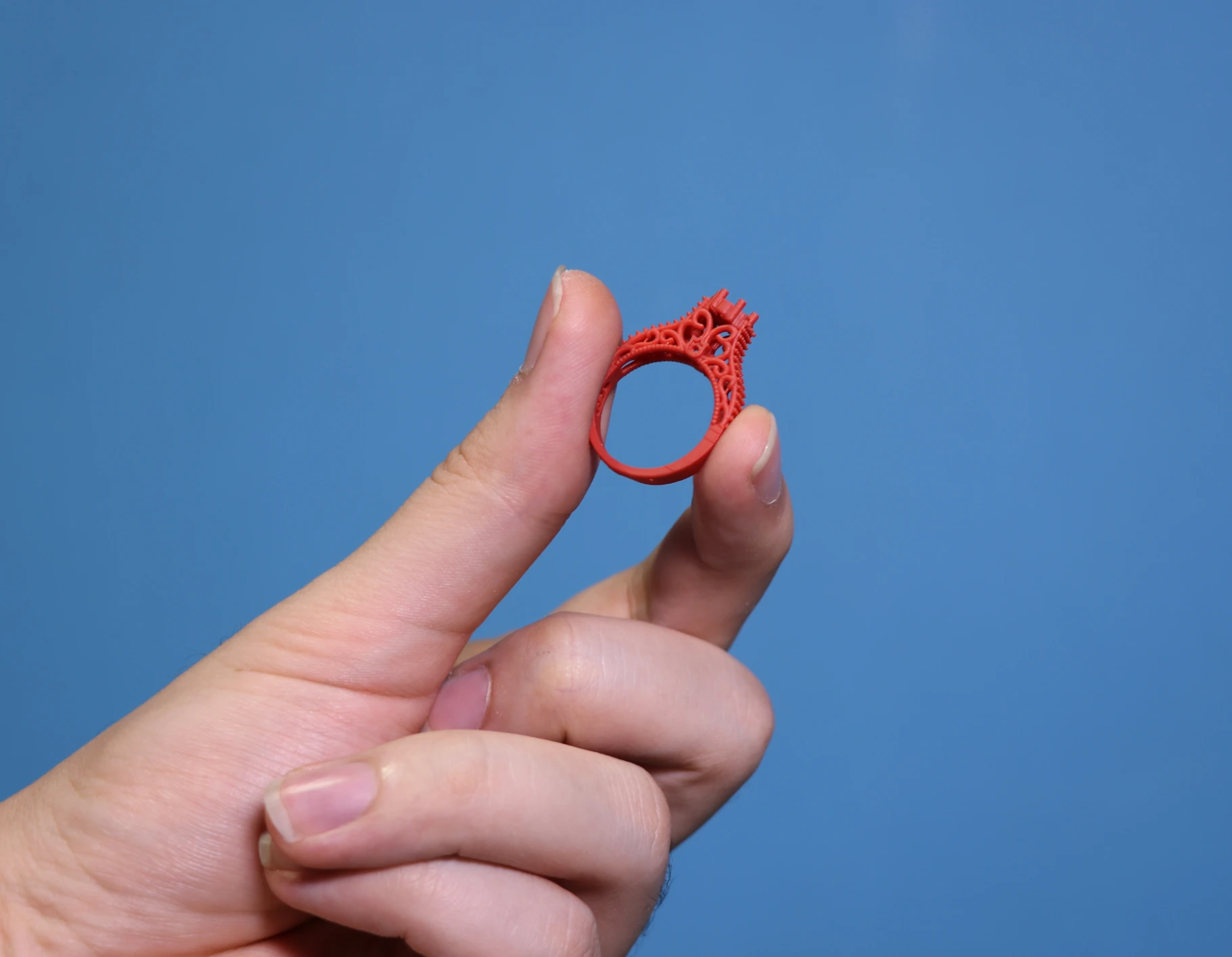
SLA یک تکنولوژی محبوب پرینت سه بعدی با دقت بالا و کیفیت سطح چشمگیر است که برای ساخت اشیاء پیچیده و ظریف با جزئیات دقیق از جمله نمونههای اولیه، قطعات صنعتی، قطعات پزشکی، قالب جواهرات و اشیاء تزئینی به کار میرود. پرینت سه بعدی SLA معمولا بهترین و سریعترین راهکار برای ساخت قطعات دقیق با سطح صیقلی در تیراژ محدود با ظاهری نزدیک به قطعات تزریق پلاستیک است. SLA مخفف استریولیتوگرافی یا لیتوگرافی سهبعدی به معنی پروسه ساخت بر مبنای تغییر ساختار رزین مایع به جامد به وسیله تابش نور فرابنفش است.
در این روش، ابتدا یک مدل سهبعدی دیجیتال از قطعه مورد نظر طراحی میشود، سپس رزین مایع در مخزن پرینتر ریخته شده و لیزر UV فرابنفش با دقت بالا به طور کنترل شده و نقطه به نقطه بر روی سطح آن تابیده میشود. در نقاطی که لیزر به رزین تابیده میشود، رزین به طور انتخابی سفت شده و به جامد تبدیل میشود. سینی ساخت به تدریج در جهت عمودی پایین(یا در برخی پرینترها بالا) میرود و لیزر لایههای بعدی را بر روی رزین مایع اسکن میکند. این فرآیند تا زمانی که قطعه نهایی به طور کامل ساخته شود، ادامه مییابد. پس از اتمام فرآیند، قطعه نهایی از رزین مایع جدا شده، شسته میشود و معمولا مجددا در دستگاه کیورینگ(پخت) در معرض نور فرابفش قرار می گیرد. پرینترهای SLA انواع و سایزهای بسیار متنوعی دارند، ابعاد سینی ساخت این پرینترها از حدود ۱۰ سانتیمتر برای پرینترهای رومیزی تا بیش از ۲ متر برای برخی پرینترهای سه بعدی صنعتی میتواند متفاوت باشد.
به علت طبیعت این روش ساخت، در SLA از انواع رزین های فتوپلیمر مایع به عنوان ماده اولیه استفاده میشود به این معنی که با تابش نور UV جامد شده و شکل می گیرند. تنوع رزین های SLA بسیار بالا بوده و رنج گستردهای از خواص مکانیکی و شیمیایی را بسته به نیازهای کاربر در اختیار مهندسان و طراحان می گذارد.
تکنولوژی SLA اولین تکنولوژی پرینت سه بعدی دنیا است، ثبت اختراع تکنولوژی پرینت سه بعدی SLA به سال ۱۹۸۶ باز می گردد.

قیمت:
$
$
$
$
$
$
$
$
$
$

فرآیند تولید: کمتر از 6 روز کاری

نقاط قوت

نقاط ضعف
روند ثبت سفارش پرینت سه بعدی
طراحی و مدلسازی مدل سه بعدی
آپلود مدل سه بعدی وانتخاب متریال مناسب
شروع پروسه پرینت سه بعدی
ارسال محصول پرینت سه بعدی شده
برای تولید محصول با پرینتر سه بعدی به فایل سه بعدی نیاز است. فایل سه بعدی به فایلی گفته می شود که با انواع نرم افزارهای سه بعدی مانند راینو، کتیا، سالیدورکز یا... قابل طراحی است. فایل های سه بعدی فرمت های مختلفی دارند؛ مانند stl یا stp یا ... اما فرمت اصلی مورد استفاده در پرینترهای سه بعدی فرمت stl است. در واقع برای تولید محصول پرینت سه بعدی با پرینتر سه بعدی باید فایل را به فرمت stl تبدیل کرد.اگر طراحی سه بعدی نیستید و قصد تولید یک ایده یا مهندسی معکوس محصول خاصی را دارید، طراحان سه بعدی ما می توانند به شما کمک کنند. کافی است با پر کردن فرم سفارش طراحی سه بعدی، ایده یا محصولی که می خواهید مهندسی معکوس کنید را با ما در میان بگذارید تا متناسب با پروژه شما یکی از طراحان سه بعدی کاربلد جامعه طراحان سه بعدی 3DFAST را به پروژه شما اختصاص دهیم.
طراحی و مدلسازی مدل سه بعدی
برای تولید محصول با پرینتر سه بعدی به فایل سه بعدی نیاز است. فایل سه بعدی به فایلی گفته می شود که با انواع نرم افزارهای سه بعدی مانند راینو، کتیا، سالیدورکز یا... قابل طراحی است. فایل های سه بعدی فرمت های مختلفی دارند؛ مانند stl یا stp یا ... اما فرمت اصلی مورد استفاده در پرینترهای سه بعدی فرمت stl است. در واقع برای تولید محصول پرینت سه بعدی با پرینتر سه بعدی باید فایل را به فرمت stl تبدیل کرد.اگر طراحی سه بعدی نیستید و قصد تولید یک ایده یا مهندسی معکوس محصول خاصی را دارید، طراحان سه بعدی ما می توانند به شما کمک کنند. کافی است با پر کردن فرم سفارش طراحی سه بعدی، ایده یا محصولی که می خواهید مهندسی معکوس کنید را با ما در میان بگذارید تا متناسب با پروژه شما یکی از طراحان سه بعدی کاربلد جامعه طراحان سه بعدی 3DFAST را به پروژه شما اختصاص دهیم.
آپلود مدل سه بعدی وانتخاب متریال مناسب
شروع پروسه پرینت سه بعدی
ارسال محصول پرینت سه بعدی شده