- محصول بسازید

- مدرسه پرینت سه بعدی
- تماس با ما







درباره ی تکنولوژی پرینت سه بعدی FDM
پرینت سه بعدی فیلامنتی، Fused Deposition Modeling یا به اختصار FDM، یک تکنولوژی پرینت سه بعدی محبوب و پرکاربرد است که به نامهای Fused Filament Fabrication (FFF) و Plastic Jet Printing (PJP) نیز شناخته میشود. این فرآیند با استفاده از رشتههای فیلامنت پلیمری، به طور لایه به لایه قطعات سه بعدی را میسازد. پرینت سه بعدی FDM متداول ترین تکنولوژی پرینت سه بعدی حال حاضر در داخل و خارج از کشور است. این تکنولوژی کاربردهای زیادی در نمونه سازی سریع و اقتصادی داشته و دستگاه های آن به طور گسترده در انواع مختلف خانگی و صنعتی در بازار موجود هستند.
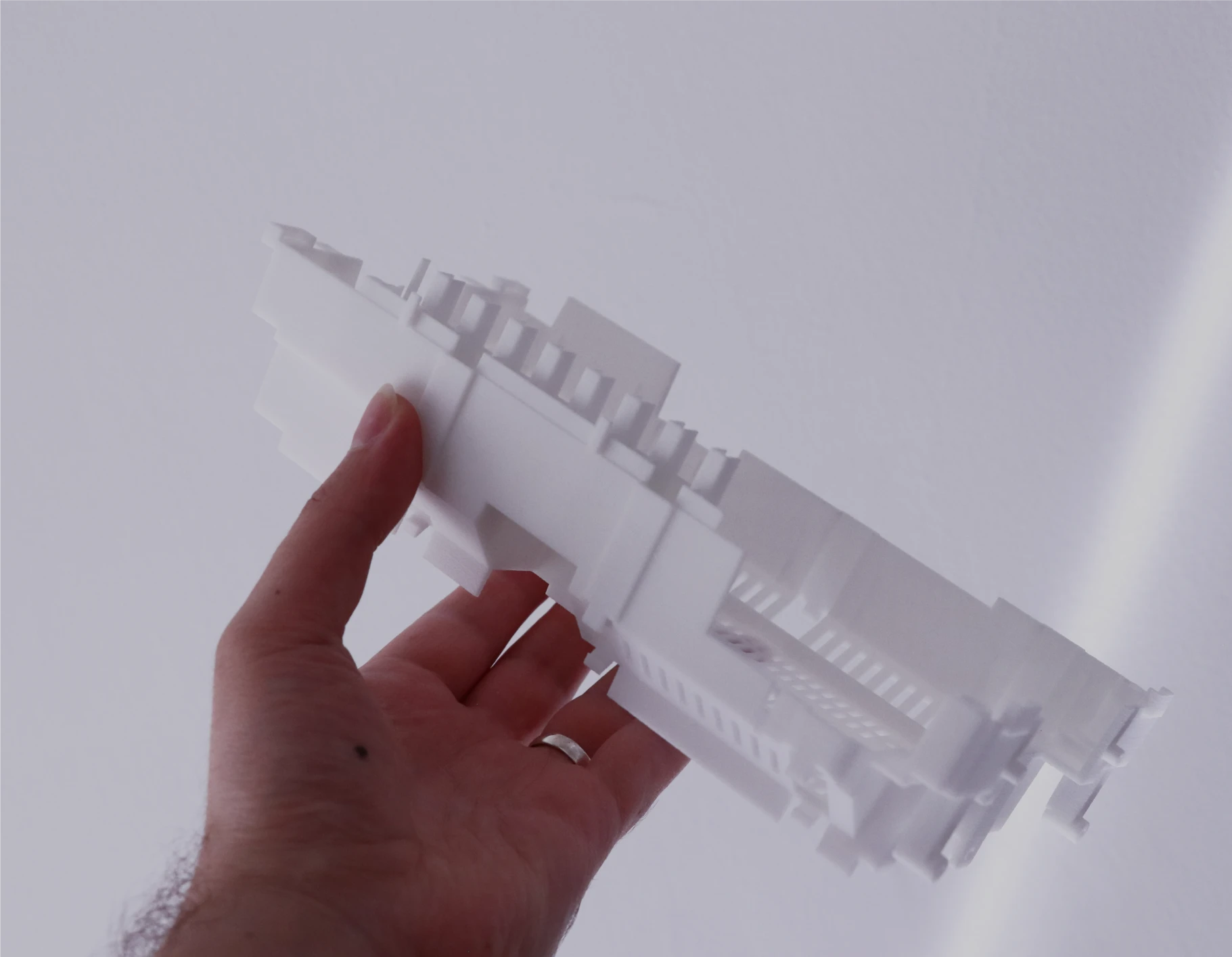
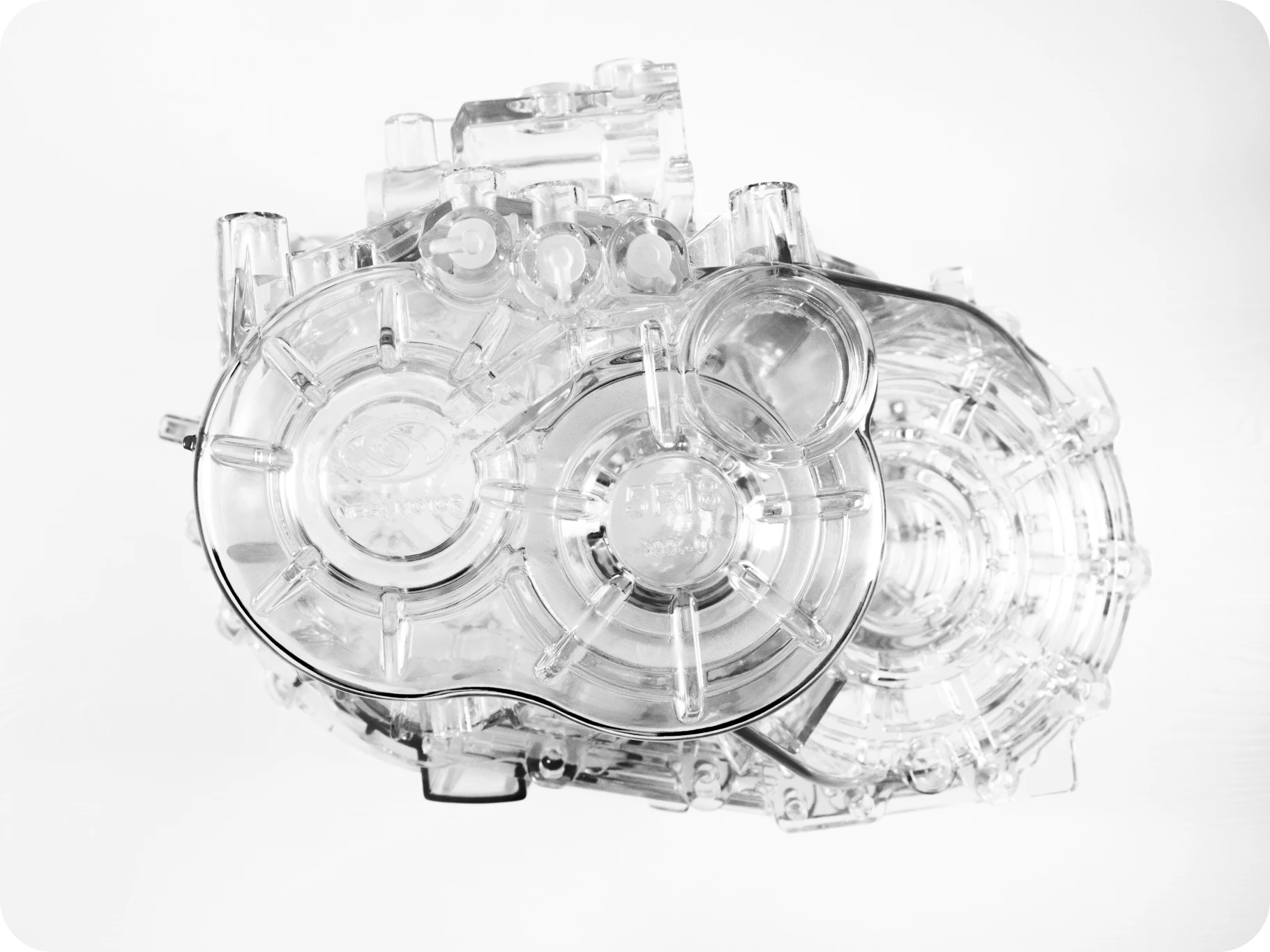
در تکنولوژی FDM از یک نازل برای تزریق لایه به لایه پلاستیک فشرده روی یک پلتفرم یا سینی ساخت استفاده می شود. این نازل فیلامنت پلاستیک را به دمای بالایی می رساند که باعث می شود فیلامنت به حالتی نیمه جامد و شکل پذیر دربیاید و سپس به صورت کنترل شده بر اساس مدل سه بعدی، لایه های نازک فیلامنت را روی سینی ساخت قرار می دهد. پس از خنک شدن هر لایه، لایه بعدی روی آن اکسترود شده و این پروسه تا ساخت کامل مدل سه بعدی تکرار می شود. قطر نازل پرینترهای فیلامنتی معمولا حدود ۰.۴ میلیمتر و ضخامت لایه های پرینت معمولا بین ۱۰۰ تا ۳۰۰میکرون می باشد اما این اعداد برای پروژه های خاص قابل تنظیم هستند.
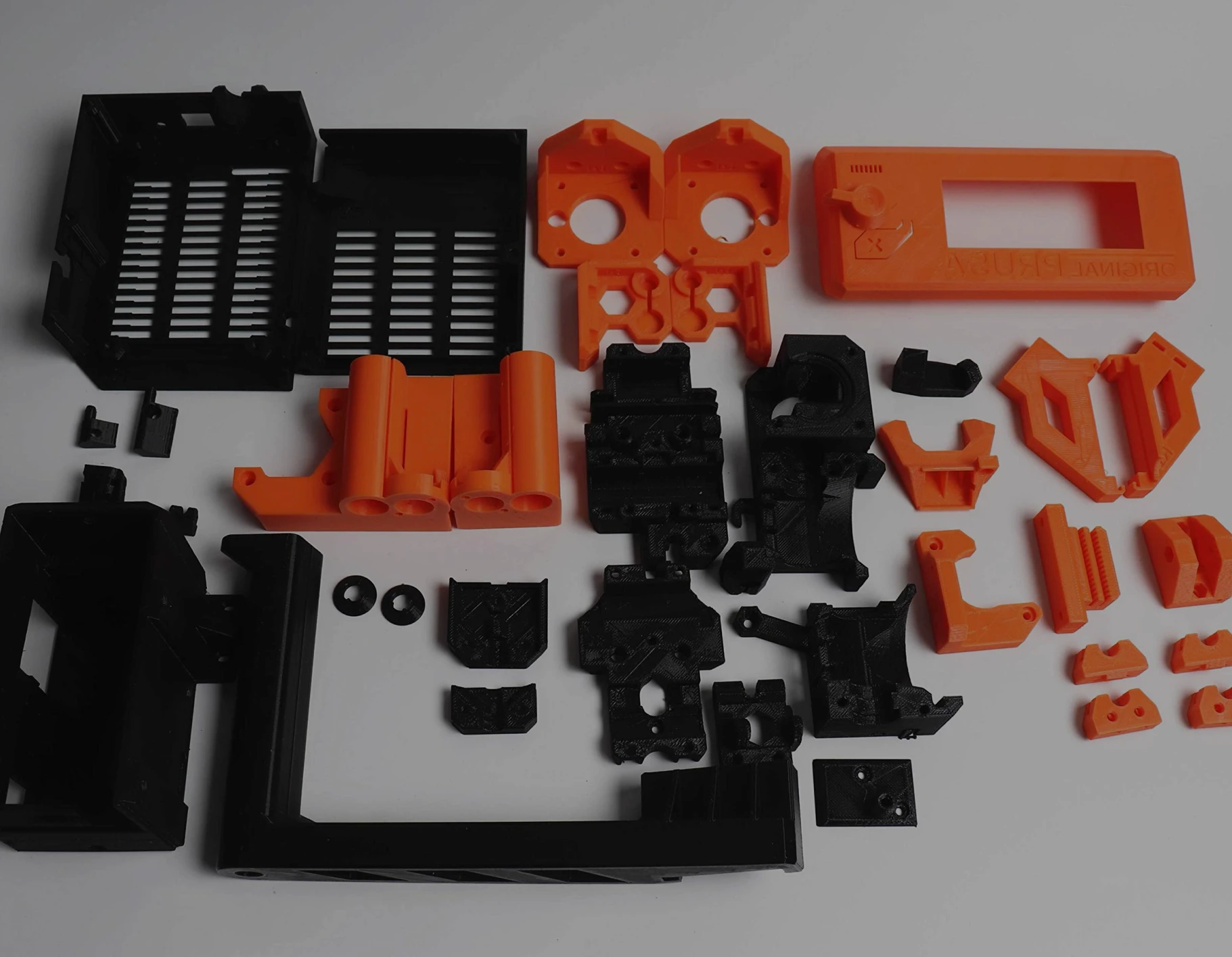
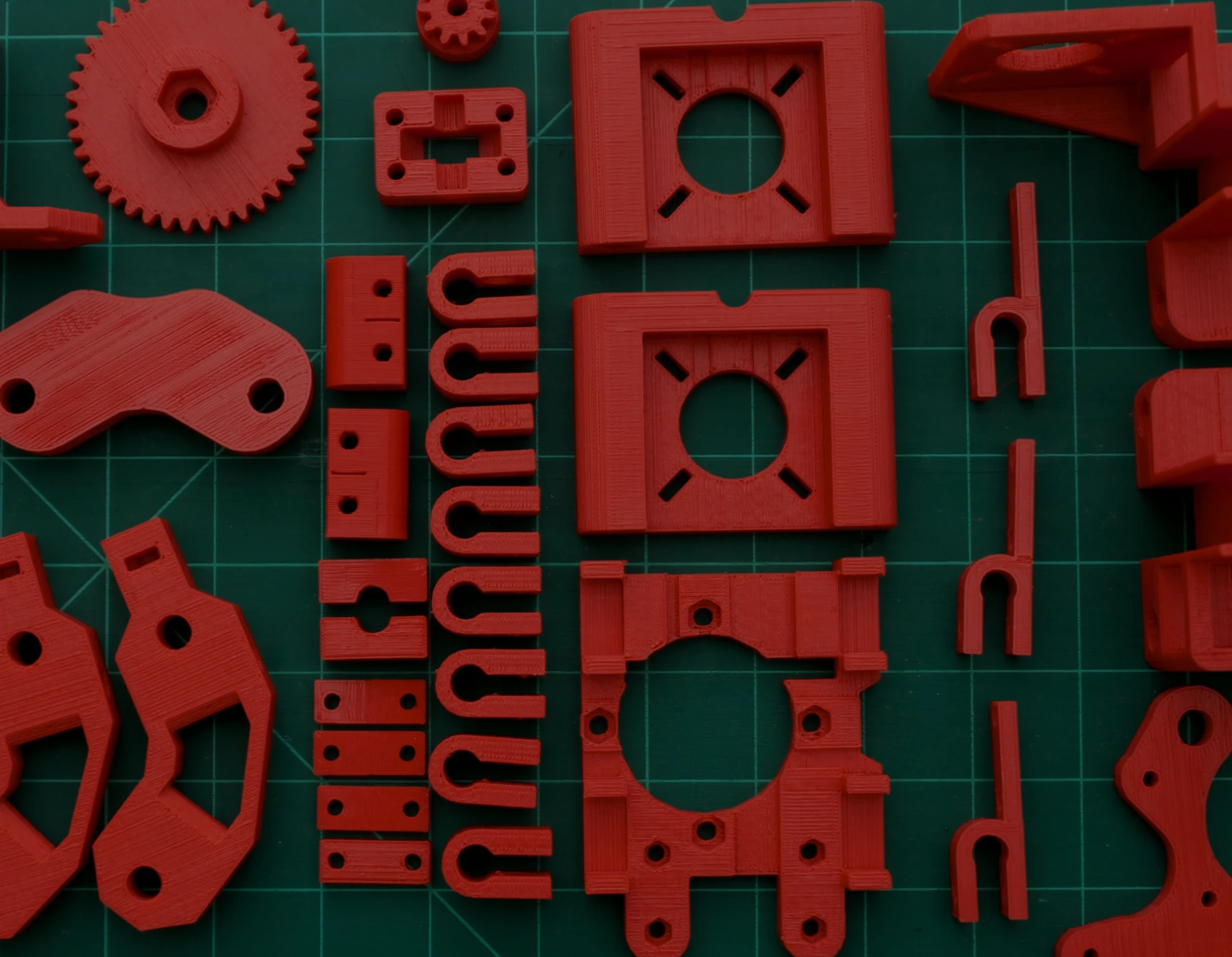
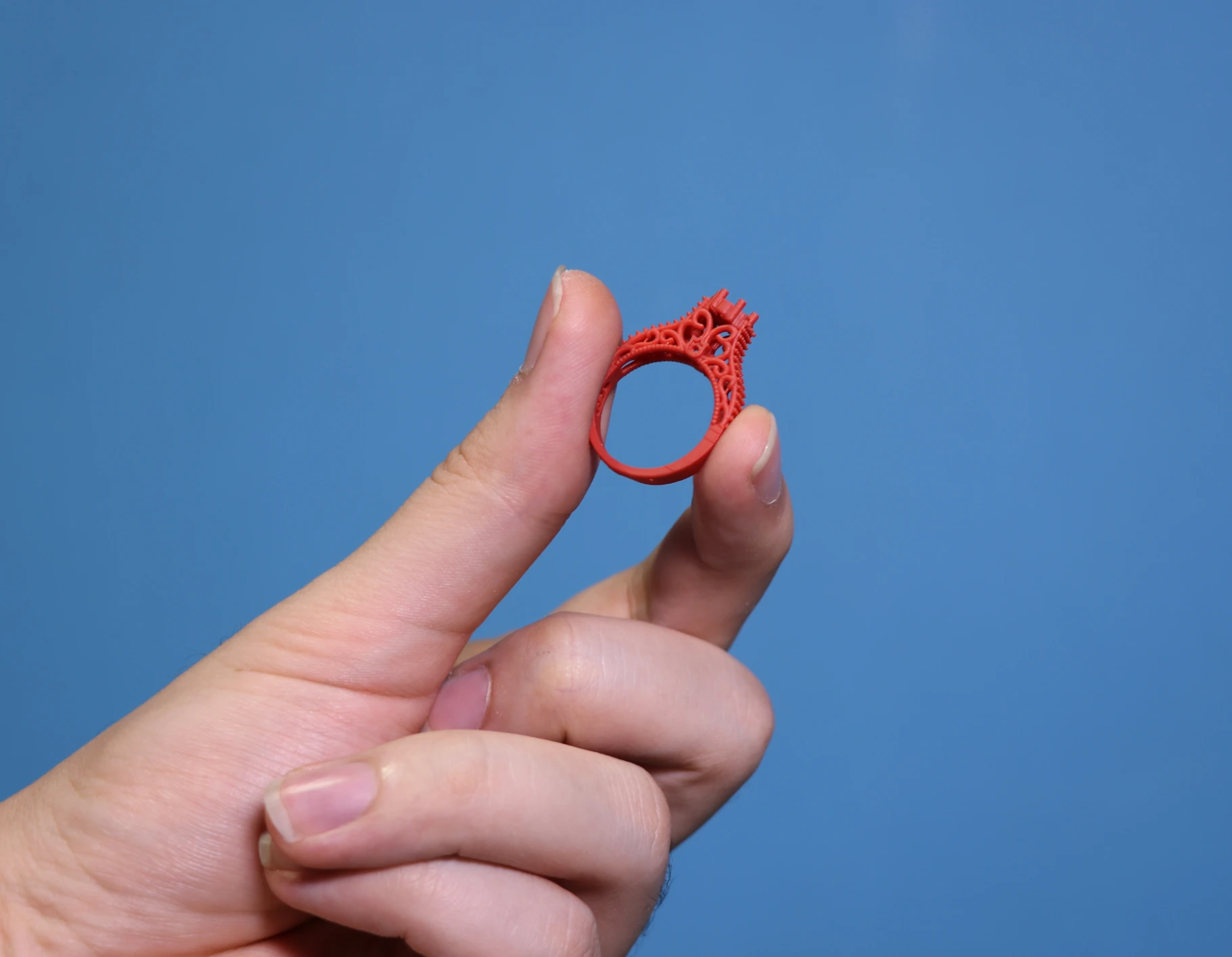
پرینت سه بعدی فیلامنتی یک تکنولوژی مناسب برای طیف وسیعی از کاربردها، به خصوص نمونه سازی و ساخت قالب در ابعاد بزرگ و مقیاس واقعی در صنعت هایی مثل مجسمه سازی، مبلمان و خودروسازی است. این تکنولوژی به دلیل سادگی، سهولت استفاده، هزینه اولیه پایین و تنوع مواد، انتخابی محبوب برای کاربران مبتدی و حرفهای است. با این حال، FDM به عنوان یک تکنولوژی عمدتا خانگی، در مقایسه با برخی از تکنولوژیهای دیگر، دقت و کیفیت سطح کمتری داشته و ممکن است برای رسیدن به کیفیت مطلوب به پسپردازش بیشتری نیاز داشته باشد.

قیمت:
$
$
$
$
$
$
$
$
$
$

فرآیند تولید: کمتر از 5 روز کاری

نقاط قوت

نقاط ضعف
روند ثبت سفارش پرینت سه بعدی
طراحی و مدلسازی مدل سه بعدی
آپلود مدل سه بعدی وانتخاب متریال مناسب
شروع پروسه پرینت سه بعدی
ارسال محصول پرینت سه بعدی شده
برای تولید محصول با پرینتر سه بعدی به فایل سه بعدی نیاز است. فایل سه بعدی به فایلی گفته می شود که با انواع نرم افزارهای سه بعدی مانند راینو، کتیا، سالیدورکز یا... قابل طراحی است. فایل های سه بعدی فرمت های مختلفی دارند؛ مانند stl یا stp یا ... اما فرمت اصلی مورد استفاده در پرینترهای سه بعدی فرمت stl است. در واقع برای تولید محصول پرینت سه بعدی با پرینتر سه بعدی باید فایل را به فرمت stl تبدیل کرد.اگر طراحی سه بعدی نیستید و قصد تولید یک ایده یا مهندسی معکوس محصول خاصی را دارید، طراحان سه بعدی ما می توانند به شما کمک کنند. کافی است با پر کردن فرم سفارش طراحی سه بعدی، ایده یا محصولی که می خواهید مهندسی معکوس کنید را با ما در میان بگذارید تا متناسب با پروژه شما یکی از طراحان سه بعدی کاربلد جامعه طراحان سه بعدی 3DFAST را به پروژه شما اختصاص دهیم.
طراحی و مدلسازی مدل سه بعدی
برای تولید محصول با پرینتر سه بعدی به فایل سه بعدی نیاز است. فایل سه بعدی به فایلی گفته می شود که با انواع نرم افزارهای سه بعدی مانند راینو، کتیا، سالیدورکز یا... قابل طراحی است. فایل های سه بعدی فرمت های مختلفی دارند؛ مانند stl یا stp یا ... اما فرمت اصلی مورد استفاده در پرینترهای سه بعدی فرمت stl است. در واقع برای تولید محصول پرینت سه بعدی با پرینتر سه بعدی باید فایل را به فرمت stl تبدیل کرد.اگر طراحی سه بعدی نیستید و قصد تولید یک ایده یا مهندسی معکوس محصول خاصی را دارید، طراحان سه بعدی ما می توانند به شما کمک کنند. کافی است با پر کردن فرم سفارش طراحی سه بعدی، ایده یا محصولی که می خواهید مهندسی معکوس کنید را با ما در میان بگذارید تا متناسب با پروژه شما یکی از طراحان سه بعدی کاربلد جامعه طراحان سه بعدی 3DFAST را به پروژه شما اختصاص دهیم.
آپلود مدل سه بعدی وانتخاب متریال مناسب
شروع پروسه پرینت سه بعدی
ارسال محصول پرینت سه بعدی شده