بزرگترین اندازه قابل ساخت با پرینتر سه بعدی چقدر است؟ ضخامت قطعه ، بسته بودن حجم آن و سطوح منحنی چه تاثیری روی کیفیت پرینت سه بعدی دارند؟ در این بخش از مدرسه پرینت سه بعدی پاسخ این پرسش ها را می یابید.
در این مطلب محدودیت های هندسی و ابعادی برای ساخت یک مدل سه بعدی با پرینتر سه بعدی را بررسی می کنیم. این محدودیت ها برای همه افرادی که می خواهند مدل سه بعدی خود را با پرینتر سه بعدی بسازند و همه کاربردها – از ابزار مکانیکی ساده تا ماکت های معماری پیچیده – وجود دارد و باید در نظر گرفته شوند.
در اینجا می توانید راهنمای گام به گام گرفتن خروجی STL از مدل سه بعدی خود را برای پرینت سه بعدی ببینید.
جدول زیر اندازه سینی ساخت پروسه های معمول پرینت سه بعدی را به طور خلاصه نشان می دهد. برای پرینت قطعات بزرگتر معمولا از پرینتر های سه بعدی صنعتی استفاده می شوند، هزینه ساخت با این پرینترها بالاتر است. یک راه دیگر برای ساخت قطعات بزرگ با هزینه کمتر تقسیم مدل سه بعدی به چند قطعه و متصل کردن آنها به یکدیگر پس از ساخت است.
| اندازه سینی ساخت | |
| FDM | پرینترهای سه بعدی رومیزی: ۲۰۰*۲۰۰*۲۰۰میلیمتر
پرینترهای سه بعدی صنعتی: تا ۹۰۰*۶۰۰*۹۰۰ میلیمتر |
| SLA/DLP | پرینترهای سه بعدی رومیزی: ۱۴۵*۱۴۵*۱۷۵میلیمتر
پرینترهای سه بعدی صنعتی: تا ۱۵۰۰*۷۵۰*۵۰۰ میلیمتر |
| SLS | ۳۰۰*۳۰۰*۳۰۰میلیمتر (تا ۷۵۰*۵۵۰*۵۵۰میلیمتر) |
| Material Jetting | ۳۸۰*۲۵۰*۲۰۰میلیمتر (تا ۱۰۰۰*۸۰۰*۵۰۰میلیمتر) |
| Binder Jetting | ۲۵۰*۲۵۰*۴۰۰میلیمتر (تا ۷۰۰*۱۰۰۰*۱۸۰۰میلیمتر) |
| DMLS/SLM | ۲۵۰*۱۵۰*۱۵۰میلیمتر (تا ۵۰۰*۲۸۰*۳۶۰میلیمتر) |
در بسیاری مواقع معماران یا طراحان بازی ضخامت بخش هایی از مدل های سه بعدی (مثل مو، شنل، بادبان و…) را صفر یا بسیار نازک درنظر می گیرند. این دیواره ها قابل پرینت نیستند مگر اینکه از ضخامت آنها از کمینه ضخامت دیواره قابل ساخت با هر تکنولوژی پرینت سه بعدی بالاتر باشد.
جدول پایین به طور خلاصه کمترین ضخامت دیواره قابل ساخت با هر پرینتر سه بعدی را نشان می دهد. در برخی موارد پرینترهای سه بعدی DLP و SLA امکان ساخت دیواره های نازک تر را هم دارند اما امکان تولید دیواره های نازک در این تکنولوژی ها کاملا وابسته به هندسه قطعه است، در پرینت سه بعدی قالب های طلا و جواهر این ضخامت تا ۰.۳ میلیمتر می تواند کاهش پیدا کند. همچنین با استفاده از نازل های کوچکتر از نازل استاندارد در تکنولوژی FDM می توان دیواره هایی تا ضخامت ۰.۵ میلیمتر ساخت که البته باز هم امکان ساخت این ضخامت ها به هندسه قطعه بستگی دارد.
| کمترین ضخامت دیواره پیشنهادی | |
| FDM | ۰.۸ mm |
| SLA/DLP | ۰.۵ mm |
| SLS | ۰.۷ mm |
| Material Jetting | ۱.۰ mm |
| Binder Jetting | ۲.۰ mm |
| DMLS/SLM | ۰.۴ mm |
هر مدل سه بعدی که برای پرینت سه بعدی استفاده می شود حتما باید از احجام یا یک حجم بسته تشکیل شود به این معنی که هر گوشه باید دقیقا به پولیگون(چندضلعی) ها متصل باشد و مدل دارای هیچ حفره ای نباشد.
مدل های سه بعدی که کاملا بسته نیستند توسط نرم افزار پرینتر سه بعدی اشتباه خوانده می شوند. یک مدل سه بعدی باز یا غیر “منیفلد” موجب لایه های ناهمسان، حفره و مشکلات دیگر هنگام پرینت می شوند.
در بسیاری مواقع بسته نبودن حجم یک مدل در مرحله مدل سازی سه بعدی قابل مشاهده نیست. ساده ترین راه برای چک کردن قابل پرینت بودن یک مدل سه بعدی استفاده از نرم افزارهای آنالیزور مثل meshmixer ، Netfabb و ۳DBuilder است. این نرم افزارها قسمت هایی از مدل را که می توانند در پروسه پرینت سه بعدی مشکل ایجاد کنند تشخیص داده و ابزارهایی برای اصلاح و تعمیر مدل سه بعدی در اختیار ما قرار می دهند.
بیشتر نرم افزار های مدل سازی سه بعدی CAD مثل Solidworks و Rhinoceros از منطق NURBS برای نشان دادن سطوح مدل های سه بعدی استفاده می کنند. هنگام گرفتن خروجی STL از مدل سه بعدی خود از کافی بودن پولیگون(چندضلعی) های نماینده سطوح مدل خود اطمینان حاصل کنید.
اگر مدل سه بعدی با پولیگون های ناکافی پرینت شود ، این چند ضلعی ها قابل مشاهده خواهند بود و سطح منحنی شما در قالب یک سطح تشکیل شده از چند ضلعی های کوچک دیده می شود. این پدیده در مدل های بزرگتر بیشتر دیده می شود.
کم و زیاد بودن پولیگون ها در یک مدل سه بعدی شباهت زیادی به کیفیت پیکسلی در عکس های دو بعدی دارد. همانطور که عکس هرچه بزرگتر باشد باید با کیفیت بیشتری از فایل آن خروجی گرفته شود، هرچه قطعه شما هم بزرگتر باشد باید فایل قابل پرینت آن کیفیت بیشتری داشته و از پولیگون های بیشتری تشکیل شود.
در مقابل اگر تعداد پولیگون های مدل سه بعدی بیش از حد زیاد باشند فایل مدل بیش از حد بزرگ شده و کار با آن مشکل و در برخی مواقع غیرممکن می شود.
خوشبختانه بیشتر نرم افزارهای مدل سازی سه بعدی به طور پیش فرض از مدل سه بعدی با کیفیت مناسبی خروجی می گیرند و نیازی به تغییر در تنظیمات آنها نیست. اگر قطعه خاصی دارید که کیفیت روی آن تاثیر زیادی دارد این مطلب در گرفتن خروجی STL با کیفیت مناسب به شما کمک می کند.
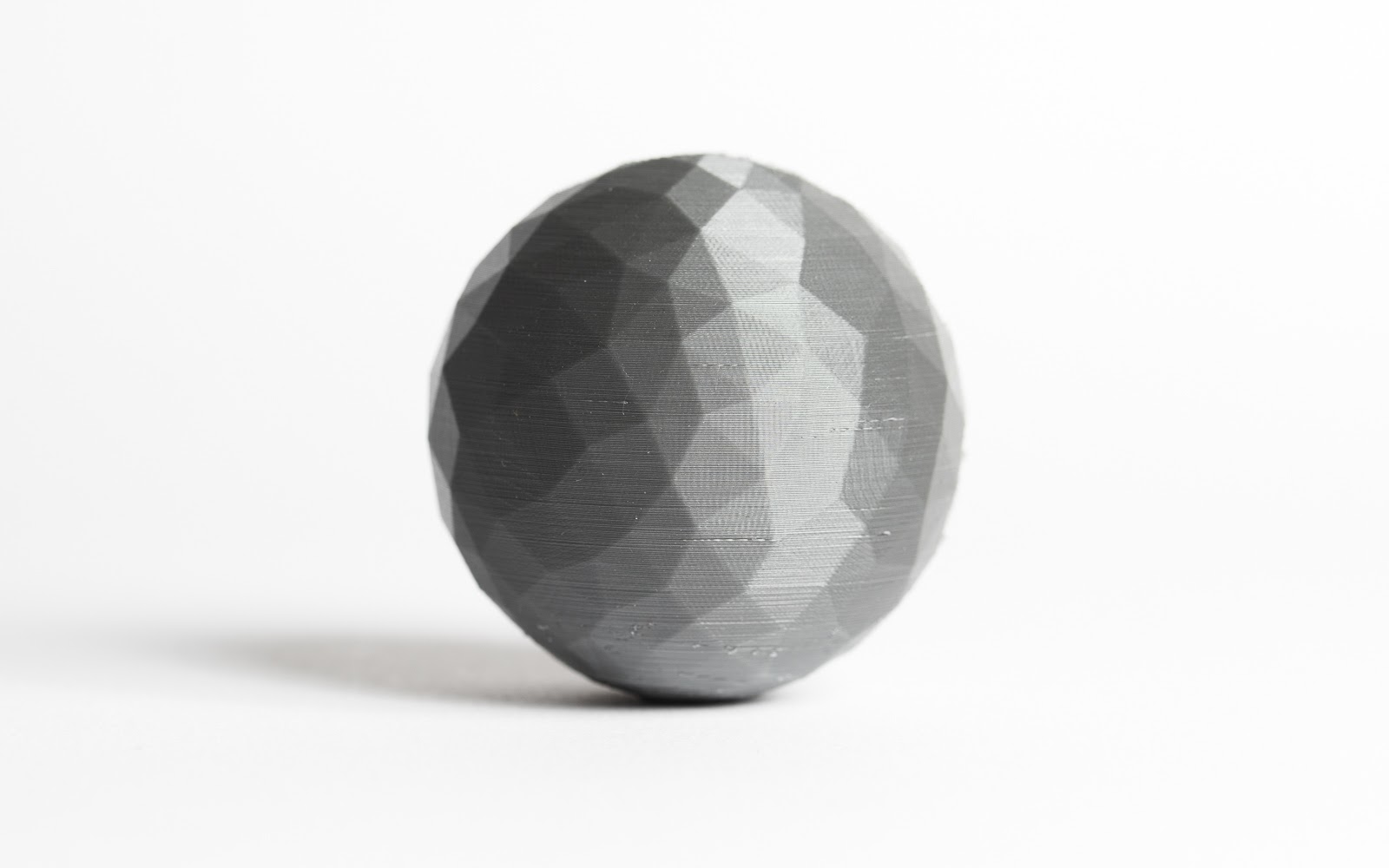
یک کُره پرینت شده با تعداد پولیگون کمتر از حد لازم
اگر متن بالا را کامل نخواندید:
- قطعات بزرگ تر از سینی پرینتر را می توان چند تکه پرینت کرد و بعد از پرینت به یکدیگر چسباند یا اسمبل کرد.
- برای پرینت مدل های سه بعدی خود حتما برای دیواره های آنها ضخامت مناسبی با توجه به قابلیت های تکنولوژی پرینت سه بعدی مورد استفاده خود درنظر بگیرید.
- فایل سه بعدی خود را در سایت آپلود کنید، اگر فایل تان مشکلی داشته باشد که توسط اسلایسر ما قابل تشخیص باشد ارور روی صفحه نمایش داده می شود.
نظرات کاربران