








همه تکنولوژی های پرینت سه بعدی قطعه را به صورت لایه به لایه می سازند. به خاطر طبیعت ساخت افزودنی همانطور که تعداد پیکسل ها در یک تصویر نشان دهنده کیفیت آن است، ضخامت(Layer Height) هرکدام از این لایه ها در پرینت سه بعدی کیفیت قطعه را نشان می دهد.
بهتر است پیش از سفارش پرینت ، طراح سه بعدی بین زیبایی (سطح نرم تر) یا زمان (و هزینه ) یکی را به عنوان اولویت خود انتخاب کند.
در این بخش ما فواید و محدودیت های استفاده از ضخامت لایه های مختلف را در پرینت سه بعدی نشان می دهیم.

سه قطعه FDM که با ضخامت لایه های ۵۰،۲۰۰ و ۳۰۰ میکرون ساخته شده اند.(چپ به راست)
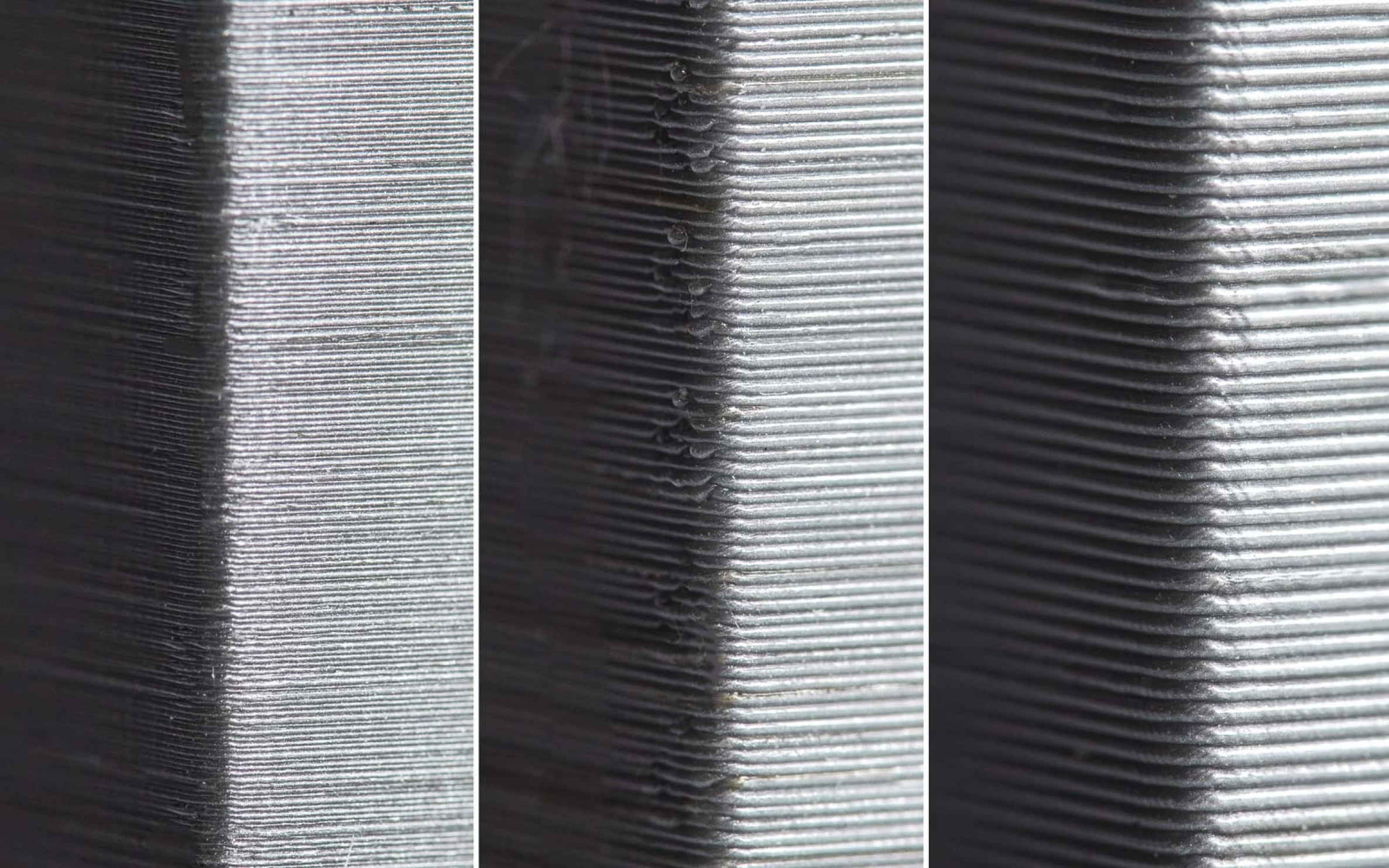
لایه های قطعاتی که با پرینتر سه بعدی ساخته می شوند از نزدیک قابل مشاهده هستند.
جدول پایین به طور خلاصه ضخامت لایه معمول ( یا استاندارد) را برای پرینتر های سه بعدی موجود در بازار نشان می دهد:
| تکنولوژی | ضخامت لایه معمول |
| FDM | ۵۰ – ۴۰۰ میکرون (معمول ترین ۲۰۰ میکرون) |
| SLA/DLP | ۲۵ – ۱۰۰ میکرون (معمول ترین ۵۰ میکرون) |
| SLS | ۸۰ – ۱۲۰ μmمیکرون (معمول ترین: ۱۰۰ میکرون) |
| Material Jetting | ۱۶ – ۳۰ میکرون(معمول ترین: ۱۶ میکرون) |
| Binder Jetting | ۱۰۰ میکرون |
| DMLS/SLM | ۳۰ – ۵۰ میکرون |
پیش از انتخاب یک ضخامت لایه، سوال های زیر را درنظر بگیرید:
- هندسه قطعه: آیا مدل سه بعدی شما دارای سطوح منحنی یا حفره ها است؟
- کاربرد و موارد استفاده: اولویت طرح شما کاربرد آن است یا زیبایی و دقت ظاهری؟
- پرداخت و پست پروسس: آیا قطعه پس از پرینت سه بعدی پرداخت و پست پروسس می شود؟
تاثیر زاویه ها و انحنا ها
به خاطر طبیعت لایه به لایه پرینت سه بعدی تاثیر ضخامت لایه روی انحنا ها و زوایا بیشتر از دیواره های عمودی دیده می شود.
برای مثال، برای پرینت یک حفره در محور افقی ، نرم افزار پرینتر سه بعدی باید حفره دایره ای را به تعدادی لایه تقسیم کرده و این لایه ها را روی هم بگذارد ، این مسئله باعث ایجاد لبه های پلکانی می شود. به این پدیده تاثیر پلکانی گفته می شود و هرچه میزان انحنای یک سطح بالا باشد، این پدیده بیشتر در قطعه دیده می شود.
اگر یک مدل سه بعدی تعداد زیادی انحنا ، زاویه یا حفره داشته باشد انتخاب ضخامت لایه پایین تر باعث ساخت یک قطعه دقیق تر می شود.
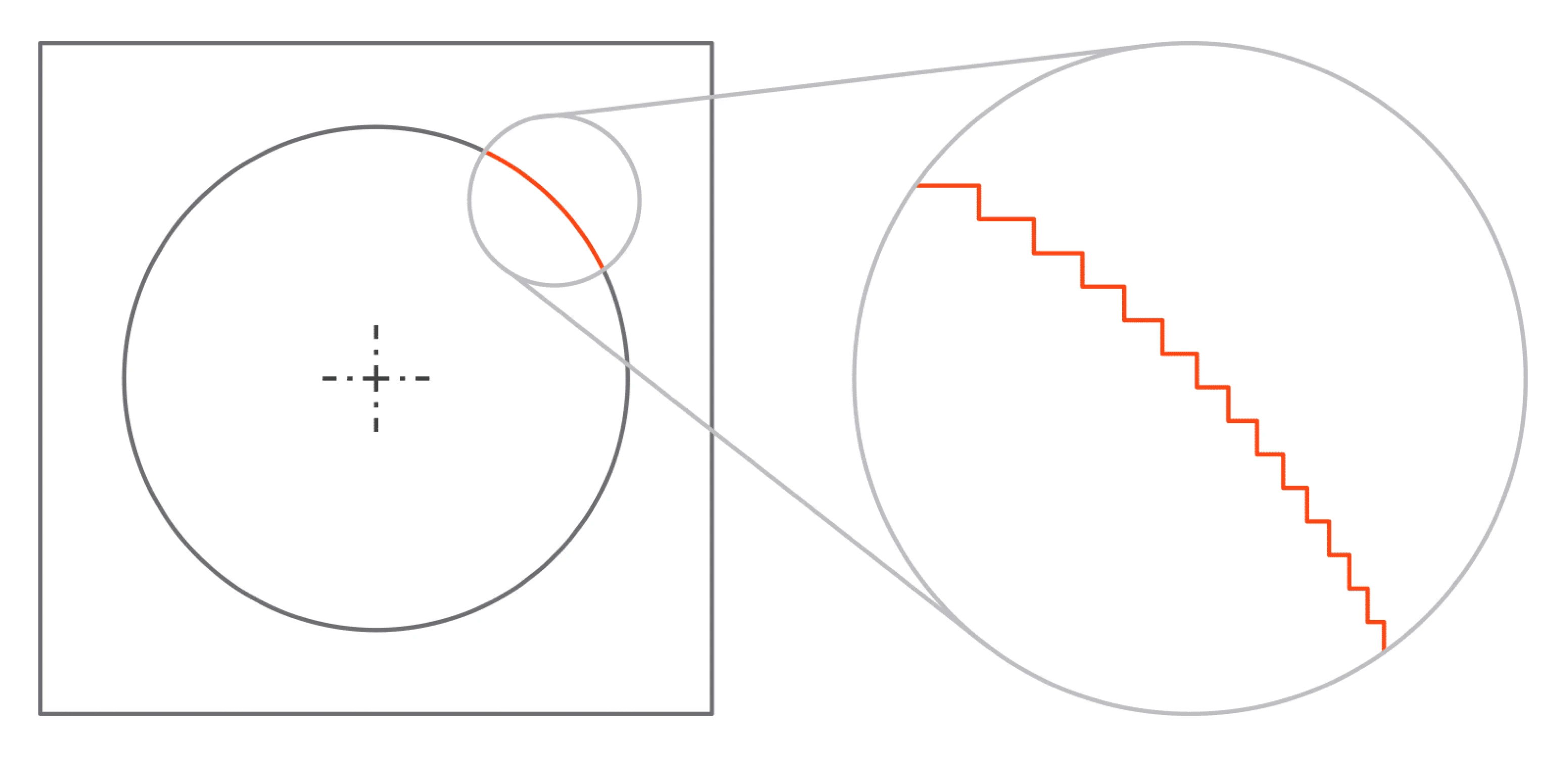
پدیده پلکانی پرینت سه بعدی در مناطقی که انحنای بالاتری دارند بیشتر مشاهده می شود.
کاربرد یا ویژگی های ظاهری؟
ضخامت لایه در پرینت سه بعدی روی کیفیت محور عمودی قطعه و نرمی سطوح آن تاثیر مستقیم می گذارد.
اگر اولویت اصلی شما ظاهر قطعه است، انتخاب Layer Height پایین تر کار درستی است چرا که مستقیم روی نرمی و دقت سطوح تاثیر می گذارد.
در مقابل هنگام پرینت سه بعدی یک قطعه کاربردی استفاده از ضخامت لایه بالاتر باعث پایین آمدن هزینه و زمان شده و کارکرد مکانیکی و مقاومت قطعه بهبود پیدا می کند. برای مثال یک قطعه FDM که با ماده PLA و ضخامت لایه ۳۰۰ میکرون ساخته می شود حدود ۲۰% قوی تر از همان قطعه است که با ضخامت لایه ۱۰۰ میکرون ساخته شده باشد.
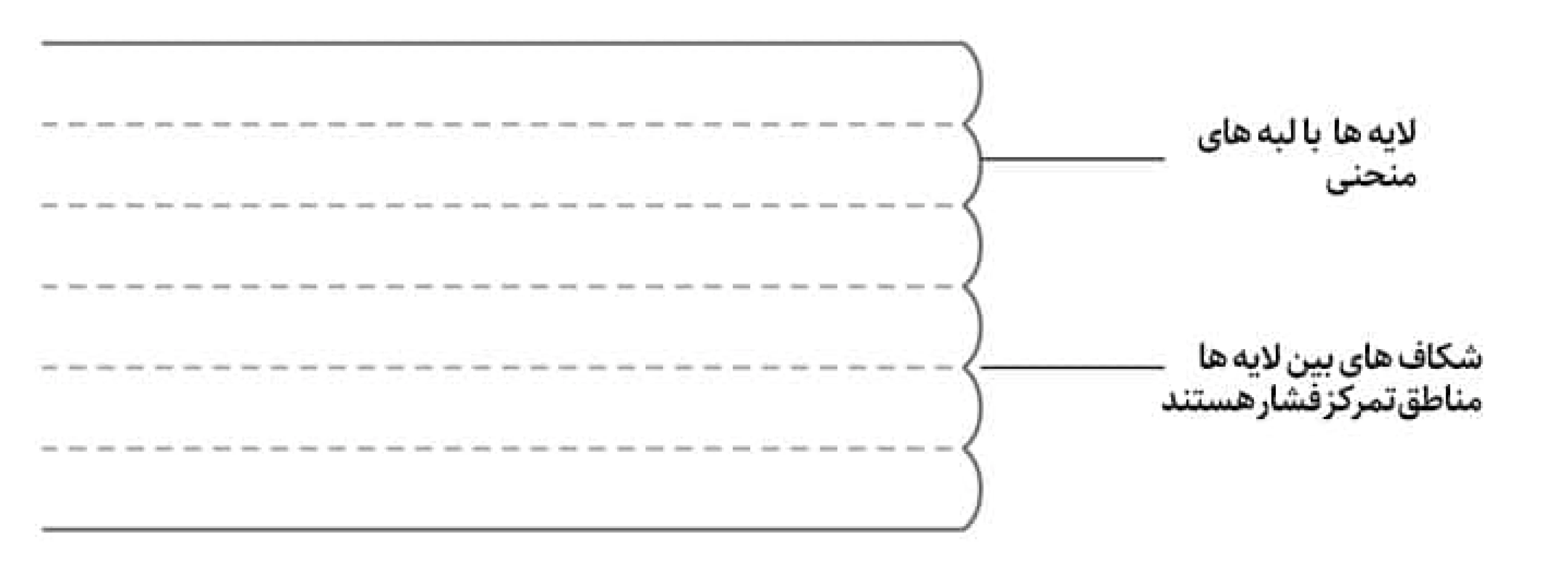
نمای شماتیک ساخت لایه به لایه با پرینتر سه بعدی
پولیش، پرداخت و پست پروسس
اینکه قطعات شما پس از پرینت سه بعدی، باید پرداخت و پست پروسس شوند یا نه در هنگام تصمیم گیری برای ضخامت لایه از اهمیت بالایی برخوردار است. اگر قطعه قرار است پولیش و پرداخت شده، با استون نرم شود و یا رنگ شود شاید انتخاب ضخامت لایه پایین توجیه زیادی نداشته باشد.
نمای شماتیک ساخت لایه به لایه با پرینتر سه بعدی
- برای قطعاتی که سطوح منحنی دارند یا زیبایی و دقت ظاهری آنها در اولویت است ضخامت لایه های پایین تر انتخاب کنید.
- اگر کاربرد شما نمونه سازی سریع است، ضخامت لایه بالا سریعتر و ارزان تر است و خواص مکانیکی آن بهینه تر است.
- برای قطعه هایی که قرار است پست پروسس و پرداخت شوند ضخامت لایه اهمیت زیادی ندارد.