مروری بر روش های متداول پرداخت قطعات پرینت سه بعدی SLS
قطعات تولید شده با دستگاه های پرینتر سه بعدی SLS از دقت و استحکام بالایی برخوردارند و معمولا می توان در کنار نمونه سازی مستقیما از آن ها به عنوان محصول نهایی استفاده کرد. به دلیل ماهیت پودری فناوری SLS قطعات تولید شده با این پرینتر سه بعدی سطحی پودری و دانه ای دارند به همین دلیل پرداخت و پولیش پرینت سه بعدی SLS بسیار رایج است. همچنین روکش کردن قطعات پرینت سه بعدی شده با این تکنولوژی به منظور بهبود عملکرد قطعات نیز بسیار رایج است.
برای جبران تنوع اندک مواد قابل تولید با این تکنولوژی می توان با استفاده از پوشش های مختلف به خواص مکانیکی مختلفی رسید.
در این بخش روش های رایج پرداخت و پولیش پرینت سه بعدی SLS را بررسی می کنیم.
این روش پرداخت روش پیش فرض و حداقل فرآیند برای به دست آوردن قطعات پرینت سه بعدی شده از مخزن دستگاه های پرینتر سه بعدی SLS می باشد. قطعات ابتدا از مخزن ساخت قطعه خارج می شوند و سپس با ساتفاده از کمپروسور هوا پودرهای اضافی باقیمانده بر روی آن ها پاک می شود.
سپس سطح قطعه با استفاده از پاشیدن دانه های ریز پلاستیک (plastic bead blasting) تمیز می شود تا باقیمانده پودرهای سینتر نشده موجود بر سطح قطعه نیز پاکسازی گردد. ماهیت این نوع پرداخت همچون استفاده از سنباده های شماره پایین و دانه درشت، زبر است. همچنین این روش یکی از بهترین روش ها برای آماده سازی قطعات پرینت سه بعدی شده با این روش برای افزودن رنگ و لعاب بر روی آن هاست.
نقات قوت
+از آن جا که هندسه قطعه پرینت شده تفییر نمی کند دقت بالایی دارد.
+پرداخت پیش فرض همه ی قطعات تولید شده با تکنولوژی SLS بوده و رایج ترین روش پرداخت این قطعات است.
نقات ضعف
-پس از این فرآیند سطح قطعه زبر و دانه دانه خواهد بود.
-محدودیت در رنگ قطعه (معمولا فقط رنگ سفید یا فقط رنگ سیاه قابل تولید مستقیم با پرینتر سه بعدی SLS می باشد.
| کیفیت پرداخت | ★ ★ ☆ ☆ ☆ |
| دقت | ★ ★ ★ ★ ★ |
| سرعت | ★ ★ ★ ★ ★ |

پرداخت سطح استاندارد بر روی قطعات پرینت سه بعدی شده با پرینترس ه بعدی SLS با استفاده از پودر نایلون
برای رسیدن به سطح صاف در در قطعات پرینت سه بعدی شده به روش SLS می توانید آن ها را در ویبراتور و در کنار چیپس های سرامیکی قرار داده و بگذارید چیپس های سرامیکی در تماس با قطعه بر اثر ویبره ی دستگاه سطح قطعه را صاف کنند.
این فرآیند تاثیر اندکی بر دقت تولید قطعات می گذارد چرا که بخشی از سطح جسم در اثر تماس با چیپس ها ساییده می شود و در نتیجه تفییر اندکی در هندسه جسم روی می دهد مخصوصا لبه های تیز جسم که پس از اعمال این فرایند کمی نرم می شوند. همچنین توصیه نمی شود این روش را بر روی قطعات دارای جزئیات بالا اعمال نمایید .
نقاط قوت
+منجر به ایجاد سطح بسیار صافی بر روی قطعات پرینت شده می گردد.
+ تعداد زیادی قطعه را می توانید به صورت همزمان با هم پولیش کنید.
نقاط ضعف
- لبه های تیز قطعه نرم می شوند.
- برای قطعات دارای جزئیات بالا مناسب نمی باشد.
| کیفیت پرداخت | ★ ★ ★ ★ ☆ |
| دقت | ★ ★ ★ ☆ ☆ |
| سرعت | ★ ★ ★ ☆ ☆ |

قطعه ای از جنس نایلون تولید شده با دستگاه پرینتر سه بعدی SLS که در حال طی فرآیند پرداخت سطح با استفاده از ویبراتور می باشد.
سریع ترین و موثرترین روش رنگ کردن قطعات پرینت سه بعدی شده با تکنولوژی SLS استفاده از فرآیند رنگرزی (dye process) می باشد. تخلخل قطعات ساخته شده با پرینتر سه بعدی SLS استفاده از روش رنگرزی را بسیار موثر می کند.
قطعه در یک محلول رنگ داغ قرار می گیرد و رنگ به داخل آن نفوذ می کند استفاده از حمام محلول رنگ شدن همه ی قسمت های قطعه را تضمین می کند. رنگ معمولا تا ۰.۵ میلیمتر از سطح نفوذ می کند و این بدان معناست که اگر روی سطح خراش عمیق تری از این عمق ایجاد شود رنگ اصلی قطعه نمایان می گردد.
نقاط قوت
+تنوع رنگ بسیار گسترده ای برای رنگ آمیزی قطعات در دسترس می باشد.
+ ایعاد و دقت قطعه را تغییر نمی دهد.
+می توان تعداد زیادی قطعه را به صورت همزمان رنگ کرد.
+برای قطعات پیچیده مناسب است
+از نظر اقتصادی در مقایسه با سایر روش های رنگ آمیزی به صرفه است.
نقاط ضعف
-سطح قطعه را براق نمی کند.
عمق نفوذ رنگ در قطعه پرینت سه بعدی شده تنها ۰.۵ میلیمتر است.
| کیفیت پرداخت | ★ ★ ★ ☆ ☆ |
| دقت | ★ ★ ★ ★ ★ |
| سرعت | ★ ★ ★ ★ ☆ |
 نمونه هایی از قطعات تولید شده با پرینتر سه بعدی SLS که با روش رنگرزی به رنگ های مختلفی درآمده اند.
نمونه هایی از قطعات تولید شده با پرینتر سه بعدی SLS که با روش رنگرزی به رنگ های مختلفی درآمده اند.
قطعات پرینت سه بعدی شده با تکنولوژی SLS قابلیت رنگ شدن با استفاده از اسپری و همچنین لعاب داده شدن (با استفاده از وارنیش و یا Clear coat) را دارند. با استفاده از تکنیک های لعاب دادن سطح قطعه می توان به کیفیت سطوح متفاوتی مانند کاملا براق و آینه ای یا سطح با جلای فلزی رسید. لعاب می تواند همچنین مقاومت قطعه در برابر سایش و خراشیدگی، سختی سطح و ضدآب بودن قطعه را بهبود ببخشد.
از آن جا که قطعات تولید شده با پرینتر سه بعدی SLS دارای تخلخل می باشند توصیه می شود به جای اعمال ۱ لایه ی ضخیم ۴-۵ لایه نازک از پوشش مورد نظرتان را روی سطح آن ها اعمال کنید. به این ترتیب اولا فرآیند خشک شدن قطعات تسریع می شود دوما احتمال شره و قطره شدن پوشش بر روی سطح کاهش می یابد.
نقاط قوت
+لعاب می تواند خواص مکانیکی قطعه پرینت سه بعدی شده را بهبود ببخشد.
+می تواند منجر به سطحی کاملا صاف و شفاف بر روی قطعه پرینت شده شود.
+از قطعه در برابرتابش نور فرابنفش (UV) محافظت می کند.
نقاط ضعف
-زمان بر است و برای لعاب دادن تعداد زیادی قطعه نیاز به نیروی انسانی زیادی دارید.
-دقت ساخت قطعه را به علت ایجاد تغییر در هتدسه آن کاهش می دهد.
-نیازمند به خوبی آماده کردن سطح پیش از شروع فرآیند می باشد.(پاک کردن همه ی پودرهای سینتر نشده از سطح قطعه پرینت سه بعدی شده.)
| کیفیت سطح | ★ ★ ★ ★ ☆ |
| دقت | ★ ★ ★ ☆ ☆ |
| سرعت | ★ ★ ★ ☆ ☆ |
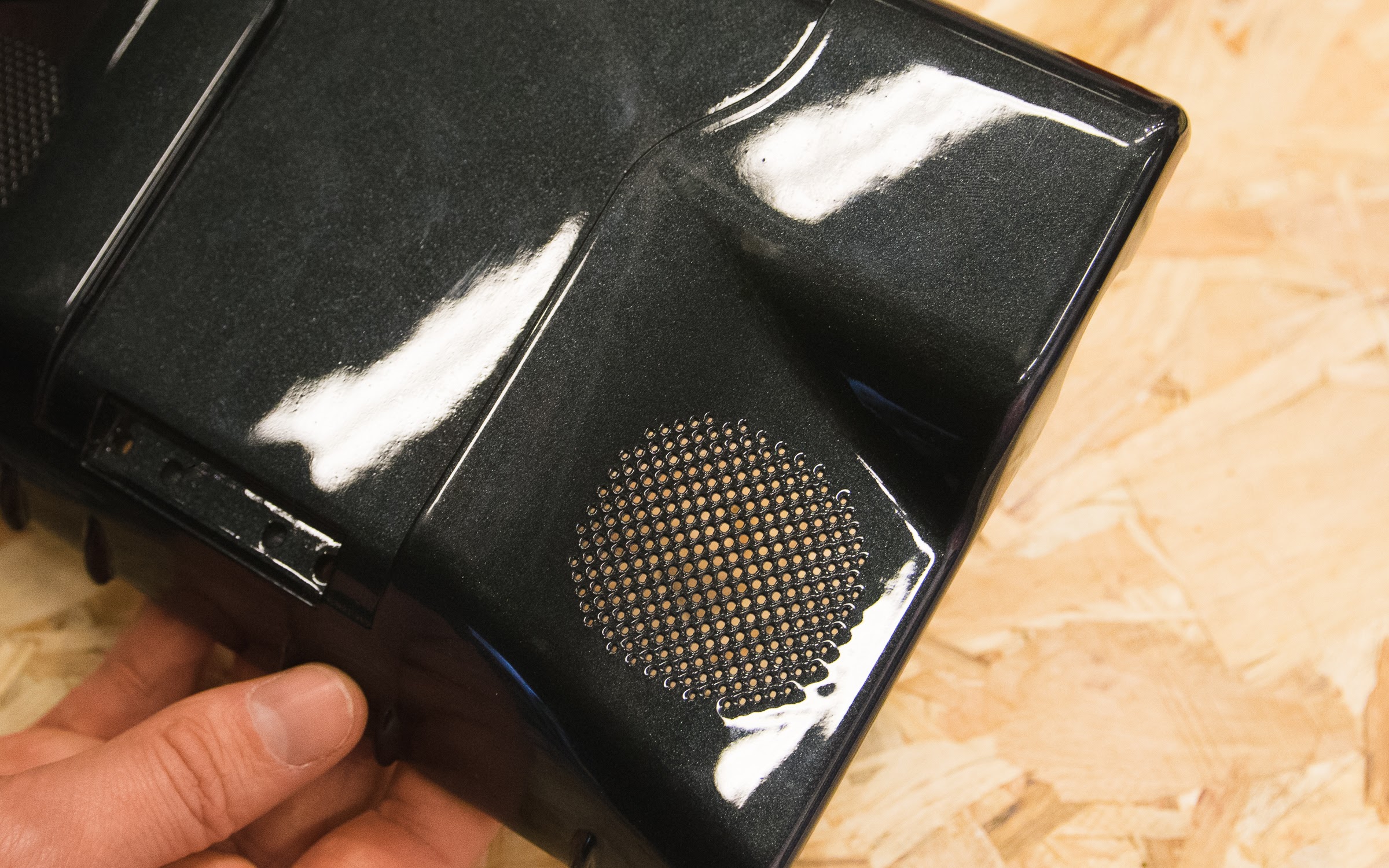
قطعه ای پرینت سه بعدی شده با تکنولوژی SLS و از جنس نایلون (PA-12) که سطح آن با استفاده از اسپری رنگ و وارنیش پرداخت شده است.
یک قطعه SLS پس از پرینت دارای تخلخل می باشد و لذا سیال های دارای ویسکوزیته ی پایین می توانند از آن عبور کنند. برای جلوگیری از نفوذ سیالات به داخل قطعه و عبور از آن می توانید سطح قطعه را روکش کنید. انواع سیلیکون و انواع vinyl-acrylates از رایج ترین موادهی هستند که به عنوان روکش برای قطعات پرینت سه بعدی شده با تکنولوژی SLS استفاده می شوند. توصیه نمی کنیم از Polyurethane (PU)برای ضد آب کردن قطعات استفاده کنید. اگر می خواهید قطعات کاملا ضد آب شوند آن ها را در داخل مایع قرار دهید.
نقاط قوت
+در کنار ضد آب کردن کامل قطعه خواص مکانیکی آن را نیز بهبود می بخشد.
نقاط ضعف
-معمولا این نوع از روکش ها دارای ضخامت زیادی هستند و در نتیجه روی هندسه قطعات پرینت سه بعدی شده تاثیرات گسترده ای می گذارند و دقت تولید قطعه را کاهش می دهند.
| کیفیت سطح | ★ ★ ★ ☆ ☆ |
| دقت | ★ ★ ★ ☆ ☆ |
| سرعت | ★ ★ ☆ ☆ ☆ |
قطعات تولید شده با پرینتر سه بعدی SLS قابل آبکاری شدن می باشند و می توانید با این روش انواع فولاد زد زنگ، مس، نیکل (یا ترکیبی از هر دو) طلا و کروم را بر روی سطح قطعه ی خود روکش نمایید. (به منظور بهبود خواص مکانیکی یا رسانا ساختن سطح یا اصلاح ظاهر قطعه.)
پس از تمیز کردن و پرداخت سطح قطعات یک لایه ماده رسانا بر روی سطح قطعه روکش می شود و سپس فرآیندهای سنتی آبکاری فلزات استفاده می شود تا روکشی فلزی به ضخامت ۲۵-۱۲۵ میکرون بر روی قطعه ایجاد گردد.
نقاط قوت
+استحکام و کارایی قطعه را افزایش می دهد.
+به قطعات ظاهری فلزی می دهد.
سطح قطعه را رسانا می کند.
+کیفیت سطح بسیار بالایی ایجاد می کند.
نقاط ضعف
-زمان تولید قطعه را افزایش می دهد.
-هزینه های تولید قطعه را افزایش می دهد.
-برای انجام پروسه در کنار ابزار به مهارت و تجربه بالایی نیازی است
-تعداد محدودی فلز را می توان در یک مرحله روی قطعه آبکاری کرد.
-سطح قطعه برای آماده آبکاری شدن نیاز به پرداخت تا مرحله کاملا صیقلی شدن دارند.
| کیفیت سطح | ★ ★ ★ ★ ★ |
| تولرانس | ★ ★ ☆ ☆ ☆ |
| سرعت | ★ ☆ ☆ ☆ ☆ |
منبع: ۳DHUBS
نظرات کاربران