








ابزارهای تصمیم گیری و راهنماهای جامع می توانند به شما در انتخاب پرینتر سه بعدی مناسب برای کاربرد موردنظرتان کمک زیادی کنند.
پرینت سه بعدی و یا ساخت افزودنی یک عبارت کلی است که چندین پروسه متفاوت را پوشش می دهند. هر پروسه پرینت سه بعدی قابلیت ها و محدودیت های خاصی دارد که هرکدام را نسبت به بقیه برای کاربردهای خاصی مناسب می کند.
در این متن ما ابزارهایی در قالب گراف و جدول برای انتخاب پرینتر سه بعدی و تکنولوژی پرینت سه بعدی مناسب به شما ارایه می کنیم.
از سه زاویه متفاوت پروسه انتخاب پرینتر سه بعدی مناسب را بررسی کردیم:
_متریال مورد نظر مشخص است.
_ویژگی های فیزیکی یا ظاهری محصول نهایی مشخص است.
_قابلیت های خاصی (مانند دقت، اندازه بزرگ و…) مورد نیاز است.
در صورت مشخص بودن ماده اولیه ، انتخاب تکنولوژی و پرینتر سه بعدی مناسب کار شما به نسبت کار ساده ای است.تکنولوژی های محدودی برای ساخت هر قطعه با یک ماده اولیه خاص وجود دارند و برای بسیاری مواد تنها یک تکنولوژی پرینت سه بعدی وجود دارد. اگر ماده اولیه تان با چندین تکنولوژی قابل ساخت است، انتخاب اصلی بین ویژگی های فیزیکی و کیفیت محصول نهایی و بهینه بودن هزینه است.
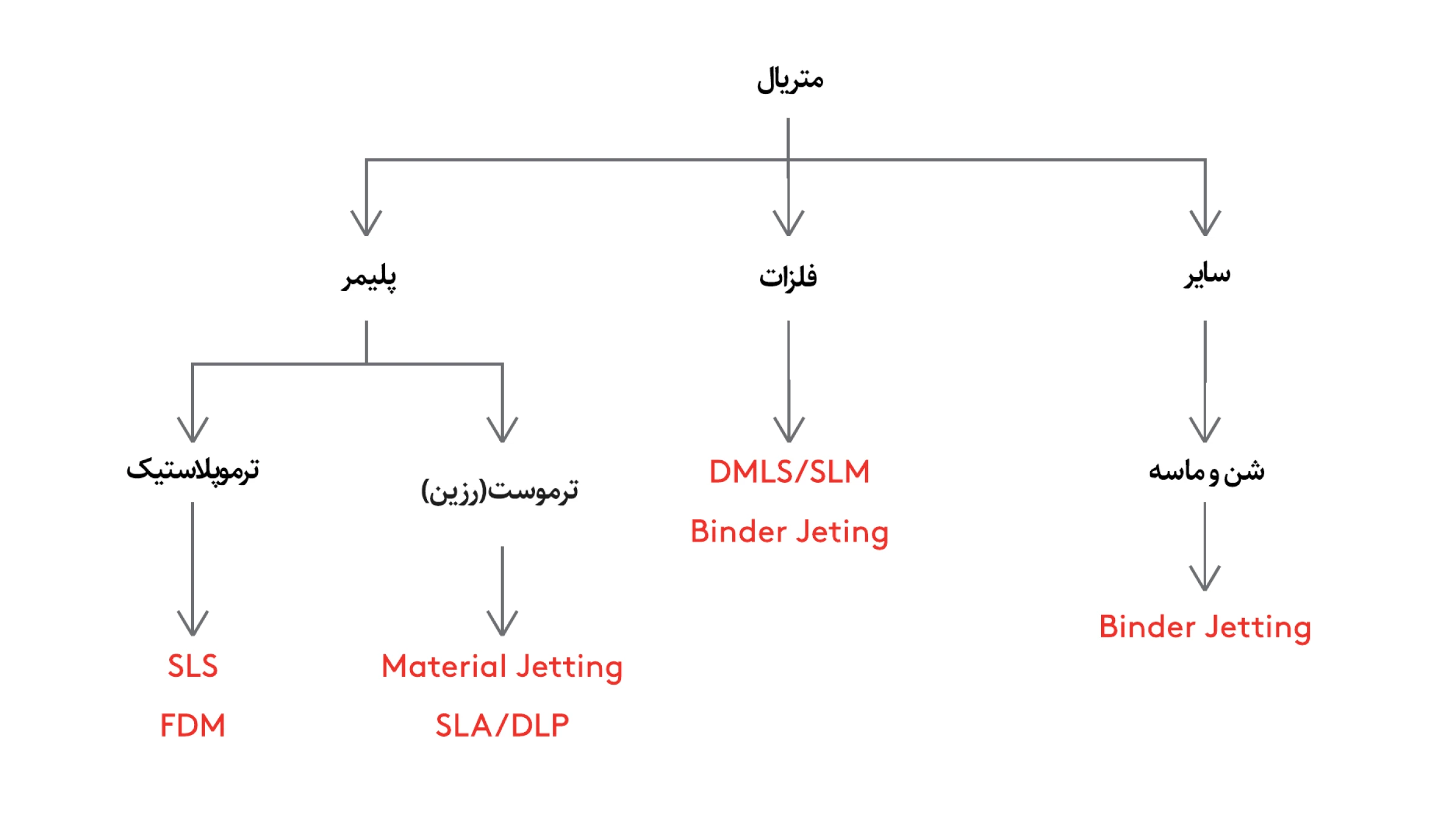
مواد اولیه پرینت سه بعدی
ترموپلاستیک ها :
ترموپلاستیک ها برای قطعات کاربردی و محصولات نهایی بسیار مناسب هستند.
این متریال ها خواص مکانیکی خوب و مقاومت شیمیایی و فیزیکی خوبی دارند. این مواد اولیه می توانند با کربن، شیشه یا افزودنی های دیگر ترکیب شوند تا خواص فیزیکی شان بهبود یابند. ترموپلاستیک های مهندسی پرینت سه بعدی(مثل نایلون، PEI و ASA) به طور گسترده برای ساخت قطعات نهایی کاربردهای صنعتی به کار می رود.
قطعاتی که با پرینتر سه بعدی SLS ساخته می شوند ویژگی های فیزیکی و مکانیکی بهتر و دقت ابعادی بالاتری دارند اما FDM یک تکنولوژی اقتصادی تر است و در زمان کوتاه تری می تواند قطعه ها را تولید کند.
| ترموپلاستیک های معمول پرینت سه بعدی | |
| SLS | Nylon (PA), TPU |
| FDM | PLA, ABS, PETG, Nylon, PEI (ULTEM), ASA, TPU |
ترموست ها (رزین):
پرینترهای سه بعدی رزینی برای محصولاتی که ظاهر و کیفیت سطح اهمیت زیادی مناسب تر هستند. این پرینترهای سه بعدی می توانند قطعاتی با سطوی به نرمی قطعات تزریق پلاستیک شده تولید کنند.
رزین ها به طور کلی سختی زیادی دارند اما از ترموپلاستیک ها شکننده تر هستند و برای قطعات کاربردی زیاد مناسب نیستند. رزین های ویژه ای برای کارهای مهندسی در بازار موجود هستند که می توانند ویژگی هایی مانند ترموپلاستیک ABS و یا PP داشته باشند، این رزین ها در دندانپزشکی هم استفاده می شوند.
تکنولوژی پرینت سه بعدی متریال جتینگ نیز با رزین کار می کند و می تواند ابعاد و سطوح دقیق تری بسازد اما هزینه بالاتری دارد. هردوی این پروسه ها از رزین های پایه اکرلیک مشابهی استفاده می کنند.
| ترموست های معمول پرینت سه بعدی ( رزین ) | |
| متریال جتینگ | رزین استاندارد, Digital ABS, (PP-like), Transparent resin, رزین دندانپزشکی |
| SLA/DLP | Standard resin, Tough resin (ABS-like), Durable resin (PP-like), Clear resin, Dental resin |
فلزات:
قطعات پرینت سه بعدی فلزی ویژگی های مکانیکی فوق العاده ای دارند و در دمای بالا می توانند استفاده شوند. از آنجایی که ساخت قطعات پیچیده با پرینترهای سه بعدی به سادگی صورت می گیرد، می توان از این تکنولوژی در ساخت قطعات سبک برای صنعت هوافضا و صنعت پزشکی استفاده کرد.
قطعاتی که با پرینتر سه بعدی فلز ساخته می شوند ویژگی های مکانیکی و دوام بالاتری دارند اما پرینت سه بعدی فلزی بایندرجت می تواند قطعات بزرگتر و تا ۱۰ برابر ارزانتر تولید کند.
| فلزات معمول پرینت سه بعدی | |
| DMLS/SLM | فولاد ضدزنگ(استیل), تیتانیوم, آلومینیوم |
| بایندرجت | فولاد ضدزنگ(استیل) -پرشده توسط فولاد و یا رسوبی |
مواد اولیه دیگر:
متریال های دیگری هم وجود دارند که قابلیت پرینت سه بعدی دارند که مانند دیگر متریال هایی که اینجا معرفی کردیم به طور گسترده استفاده نمی شوند. این مواد اولیه سرامیک ها و Sandstone (ماسه) هستند که در بایندرجت تمام رنگی استفاده می شوند.
| سایر مواد اولیه پرینت سه بعدی | |
| بایندرجت | ماسه ، سرامیک |
یک نکته کلی:
به خاطر طبیعت ساخت افزودنی، قطعات پرینت سه بعدی خواص مکانیکی متفاوتی در محورهای مختلف دارند به این معنی که در محور Z ضعیف تر هستند. این ویژگی در قطعات کاربردی حتما باید مورد توجه قرار گیرد.

یک براکت پرینت شده با متریال های پرینت سه بعدی مختلف
تصمیم گیری اینکه اهمیت اصلی محصول نهایی کاربرد و یا ظاهر آن است بسیار بالا است. این مسئله در انتخاب پروسه مناسب بسیار مهم است.
به عنوان یک قاعده کلی، پلیمرهای ترموپلاستیک معمولا برای محصولات کاربردی بهتر هستند در حالی که رزین ها محصولاتی با ظاهر مناسب تر تولید می کنند.
کاربرد:
این فلوچارت می تواند به شما در انتخاب پرینتر سه بعدی مناسب بر اساس ویژگی های فیزیکی قطعات مورد نظر شما کمک کند:
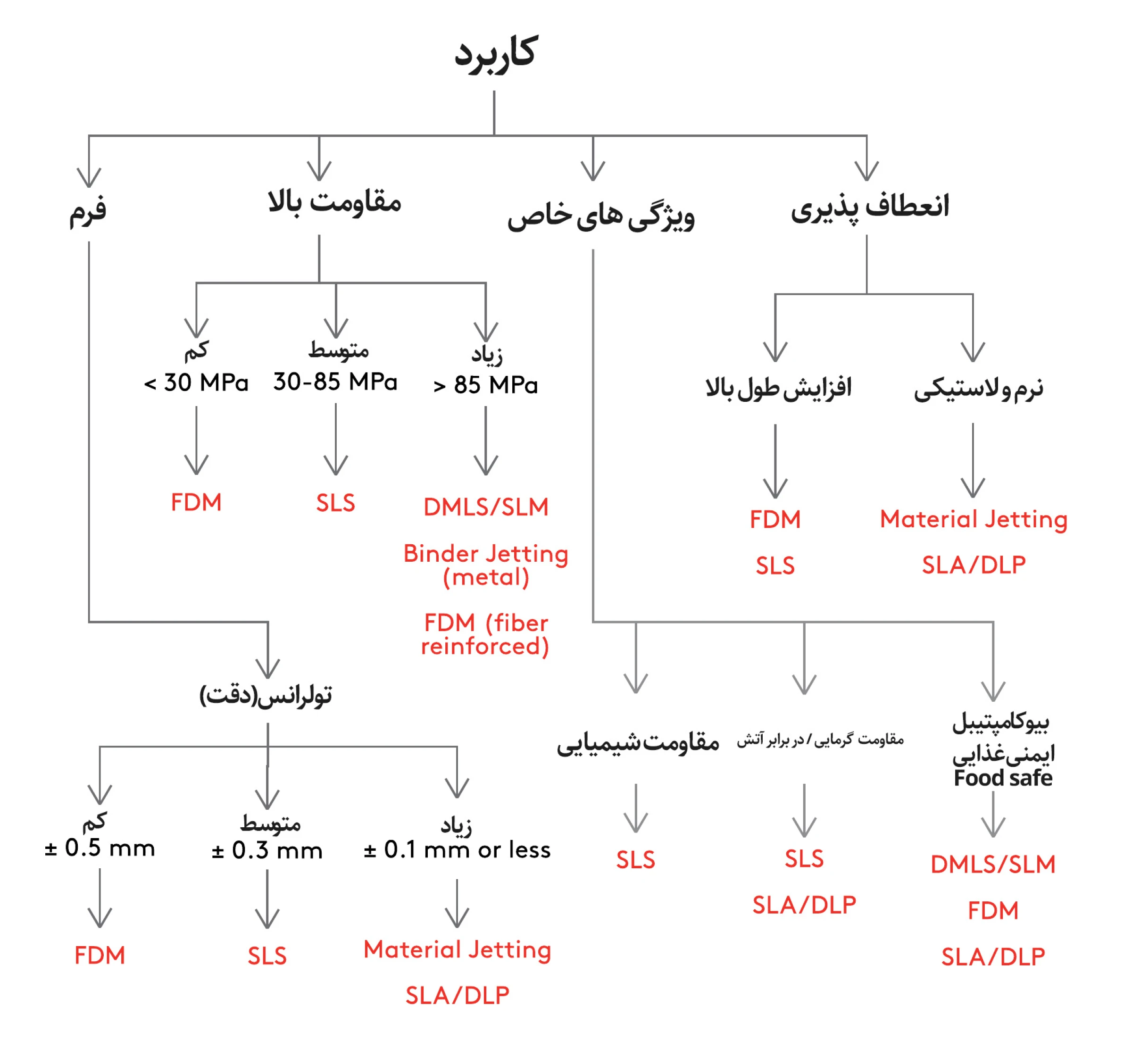
دسته بندی پرینترهای سه بعدی بر اساس کاربرد
*تعریف دقت و تولرانس لازم هنگام طراحی یک قطعه یا نمونه که با قطعات دیگر ارتباط دارد (داخل قطعه دیگری می رود،چفت می شود و…) نکته ای کلیدی است. هرچه دقت ابعادی قطعه بالاتر باشد هزینه ساخت آن هم بیشتر است. راه دیگر برای رسیدن به جزئیات دقیق اضافه کردن جزئیات به قطعه پس از پروسه پرینت سه بعدی است(مانند سوراخ کردن با دریل)
*مقاومت کلی قطعه با ویژگی های فیزیکی و مکانیکی آن ارتباط مستقیم دارد. مقاومت کششی یا Tensile Strength یک معیار ساده برای تخمین مقاومت کلی هر متریال است.
بهترین راه برای ساخت یک قطعه با مقاومت بالا استفاده از پرینتر های سه بعدی فلز (SLM) و یا پرینتر های سه بعدی FDM با فیلامنت های خاص مسلح به فیبر کربن است.
* مواد اولیه مهندسی برای پرینت سه بعدی قطعه با ویژگی های خاصی وجود دارند. هرکدام از این متریال ها کاربردهای به خصوصی دارند. مواد اولیه مقاوم در برابر حرارت، مقاوم در برابر آتش، مقاوم در برابر مواد شیمیایی و حتی مواد اولیه بیوکامپتیبل یا ایمن غذایی از جمله این متریال ها هستند.
*انعطاف پذیری می تواند به “افزایش طول در نقطه شکست” نسبت داده شود، ترموپلاستیک هایی مانند TPU با پرینتر های سه بعدی SLS و FDM می توانند قطعه هایی نسبتا انعطاف پذیر بسازند درحالی که متریال هایی با انعطاف پذیری لاستیک مانند برای پرینترهای سه بعدی SLA ، DLP و متریال جتینگ موجود هستند.

یک ابزار کاربردی دوچرخه ساخته شده با پرینتر سه بعدی با ماده نایلون پر شده توسط کربن
ویژگی های ظاهری:
اگر ویژگی های ظاهری قطعه برای شما اهمیت زیادی دارد، با استفاده از فلوچارت زیر می توانید به راحتی تکنولوژی پرینت سه بعدی موردنظر خود را انتخاب کنید.
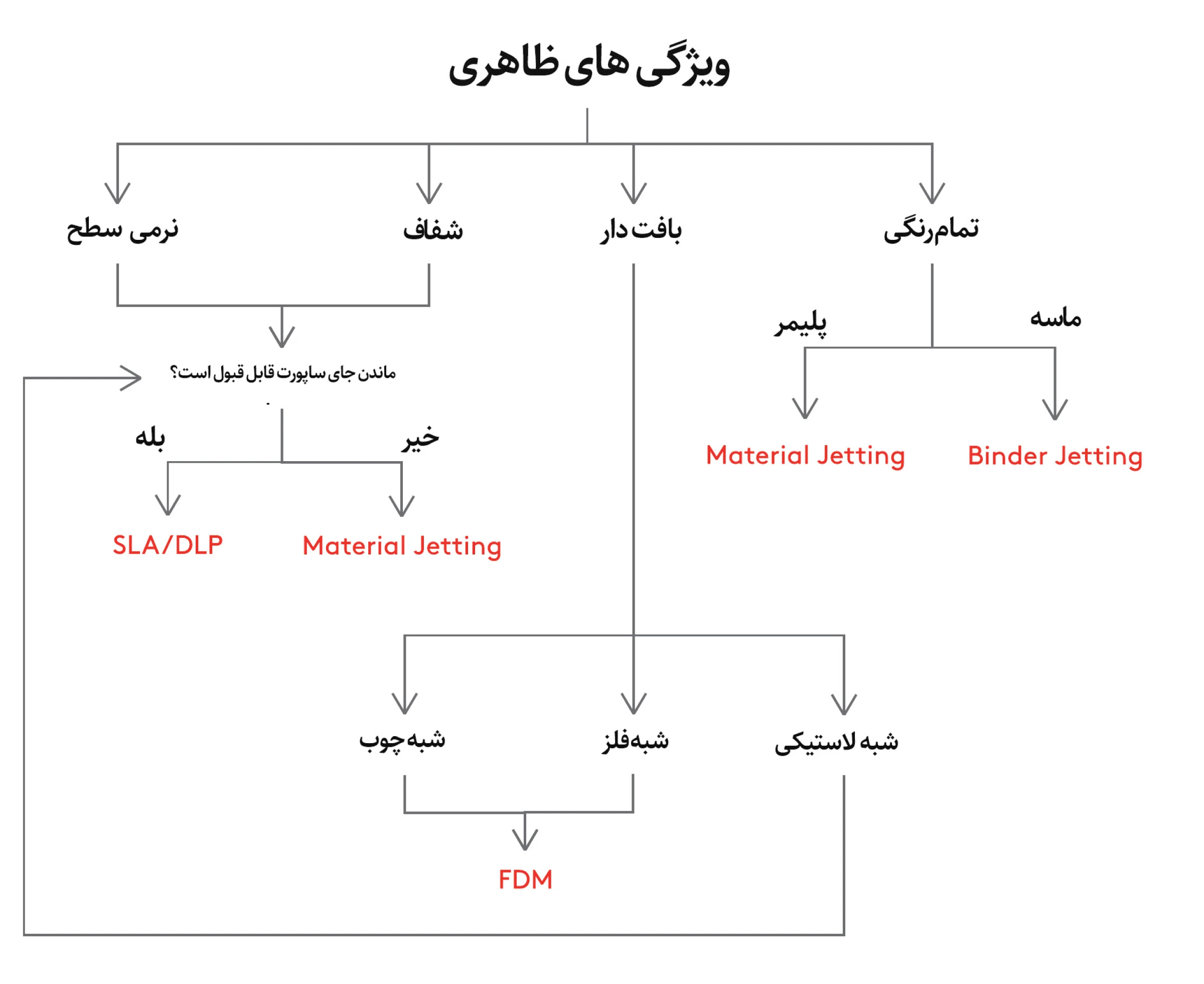
دسته بندی پرینتر سه بعدی بر اساس ویژگی های ظاهری قطعه
- پرینتر های سه بعدی SLA/DLP و هم Material Jetting می توانند قطعات را با سطوح نرم و مشابه تزریق پلاستیک بسازند. تفاوت اصلی بین این دو پروسه(به جز هزینه) در ساپورت های آنها است. ساپورت های قطعاتی که با پرینتر های سه بعدی متریال جتینگ ساخته می شوند در آب حل می شوند در حالی که ساپورت های تکنولوژی SLA و DLP باید به صورت دستی کنده شوند و جای آنها روی قطعه می ماند مگر اینکه با پولیش و دیگر پروسه های پس از ساخت از بین روند.
- پرینترهای سه بعدی پلی جت می توانند قطعات را با شفافیت ۱۰۰% تولید کنند اما تکنولوژی های SLA و DLP برای ساخت قطعات شفاف نیاز به پست پروسس زیادی دارند.
- قطعات با بافت های خاص مثل چوب و فلز با پرینتر های سه بعدی FDM و با فیلامنت های Woodfill و Metalfill قابل ساخت هستند. قطعات شبه لاستیکی بسیار نرم هستند.
- در حال حاضر تنها تکنولوژی های پرینت سه بعدی که قابلیت نمونه سازی و ساخت قطعات تمام رنگی دارند تکنولوژی های بایندرجت و متریال جتینگ هستند. بین این دو تکنولوژی پرینترهای سه بعدی متریال جتینگ ویژگی های فیزیکی بهتری می توانند ارایه دهند و امکان استفاده از چند ماده اولیه به طور همزمان دارند. گزینه دیگر برای رسیدن به محصول تمام رنگی پرینت سه بعدی تک رنگ قطعه با پرینترهای سه بعدی FDM و افزودن رنگ و پرایمر به قطعه پس از ساخت است که نیاز به میزانی دقت و مهارت دارد اما هزینه نهایی به طرز قابل توجهی کاهش پیدا می کند. همچنین پرینترهای سه بعدی FDM ای وجود دارند که می توانند قطعات را با دو نازل به صورت دورنگ بسازند.
مدل یک سایبورگ ساخته شده با پرینتر سه بعدی متریال جت و رنگ آمیزی شده پس از ساخت
پس از نهایی شدن مدل سه بعدی، معمولا قابلیت های تولیدیِ تکنولوژی های پرینت سه بعدی نقش اصلی را در انتخاب آنها بازی می کنند.
برای دانستن محدودیت ها و فواید هر تکنولوژی پرینت سه بعدی بهتر است شیوه کار هرکدام را بدانید. برای خواندن یک خلاصه کلی از شیوه کار پرینترهای سه بعدی می توانید به این قسمت مدرسه پرینت سه بعدی مراجعه کنید.
در ادامه تعدادی قانون و مفهوم پایه ای برای کمک به شما در فهم قابلیت های پرینتر های سه بعدی آورده ایم:
- دقت ابعادی به میزان جزئیاتی است که هر پرینتر سه بعدی می تواند در قطعه دربیاورد و کیفیت قطعه ساخته شده را مشخص می کند. پروسه هایی که دقت بالاتری دارند می تواند قطعات را با جزئیات بالاتری بسازند. ماشین های صنعتی دقت و تکرارپذیری بیشتری نسبت به پرینتر های سه بعدی رومیزی دارند.
- اندازه ساخت بیشترین ابعاد قطعه ای که یک پرینتر سه بعدی می تواند در یک نوبت بسازد را نشان می دهد. اگر قطعه شما بزرگتر از اندازه ساخت معمول است می توانید آن را به طور چند تکه پرینت کنید و یا به تکنولوژی هایی با سینی ساخت بزرگتر فکر کنید.
- نیاز به سازه ساپورت میزان آزادی در طراحی را مشخص می کند. تکنولوژی هایی مانند SLS که نیاز به ساپورت ندارند یا مانند Material Jetting و FDM های دونازله ساپورت های محلول در آب دارند، محدودیت کمتری در ساخت قطعه دارند و به راحتی می توانند سازه ها و قطعاتی با فرم های آزاد تولید کنند.
.
| تکنولوژی | دقت ابعادی | اندازه ساخت معمول(سینی ساخت) | ساپورت |
| FDM | ± ۰.۵% (بالاترین دقت ± ۰.۵ میلیمتر) – رومیزی ± ۰.۱۵% (بالاترین دقت ± ۰.۲ میلیمتر) -صنعتی | ۲۰۰x200x200 میلیمتر برای پرینتر های سه بعدی رومیزی تا ۹۰۰x900x600 میلیمتر برای پرینتر های سه بعدی صنعتی | بسته به نوع پرینتر سه بعدی می تواند محلول در آب باشد و بسیاری اوقات لازم نیست |
| SLA/DLP | ± ۰.۵% (بالاترین دقت: ± ۰.۱۰ میلیمتر) – رومیزی ± ۰.۱۵% (بالاترین دقت ± ۰.۰۵ میلیمتر) -صنعتی | ۱۴۵x145x175 برای پرینتر های سه بعدی رومیزی تا ۱۵۰۰X750X500mm برای پرینتر های سه بعدی صنعتی | همیشه لازم است |
| SLS پودری | ± ۰.۳% (بالاترین دقت: ± ۰.۳ میلیمتر) | ۳۰۰X300X300 میلیمتر تا ۷۵۰X550X550 میلیمتر | لازم نیست |
| Material Jetting متریال جتینگ | ± ۰.۱% (بالاترین دقت ± ۰.۰۵ میلیمتر) | ۲۰۰x280x350 میلیمتر (تا ۱۰۰x800x500 میلیمتر) | همیشه لازم است و محلول در آب |
| Binder Jetting بایندرجت | بالاترین دقت ± ۰.۳ میلیمتر | ۲۵۰x250x400 میلیمتر (تا ۱۸۰۰x1000x700 میلیمتر) | لازم نیست |
| DMLS/SLM پرینتر سه بعدی فلز | ± ۰.۱ میلیمتر | ۱۵۰x150x250 میلیمتر (تا ۲۸۰x360x500 میلیمتر) | همیشه لازم است |
ضخامت لایه
یک نکته مهم دیگر برای انتخاب تکنولوژی پرینت سه بعدی تاثیر ضخامت لایه بر کیفیت قطعه است.
به خاطر طبیعت افزودنی پرینت سه بعدی، ضخامت لایه هایی که روی هم قرار می گیرند، میزان نرمی سطح قطعه و کمینه اندازه جزئیات را – در جهت Z – تعیین می کنند. استفاده از ضخامت لایه پایین تر باعث می شود حالت پله ای قطعات ساخته شده کمتر دیده شده و سطوح خمیده دقیق تری ساخته شوند.
| تکنولوژی | ضخامت لایه های معمول |
| FDM | ۵۰ تا ۴۰۰ میکرون ( معمول ترین: ۲۰۰ میکرون) |
| SLA/DLP | ۲۵ تا ۱۰۰ میکرون ( معمول ترین: ۵۰ میکرون) |
| SLS | ۸۰ تا ۱۲۰ میکرون ( معمول ترین: ۱۰۰ میکرون) |
| Material Jetting | ۱۶ تا ۳۰ میکرون ( معمول ترین: ۱۶ میکرون) |
| Binder Jetting | ۱۰۰ میکرون |
| DMLS/SLM | ۳۰ تا ۵۰ میکرون |
اگر حوصله خواندن متن بالا را نداشتید:
- حتما پیش از شروع انتخاب پروسه بین کاربرد و ظاهر خوب یکی را به عنوان اولویت اول انتخاب کنید
- وقتی بیش از یک تکنولوژی برای ساخت قطعه با ماده اولیه مورد نظرتان وجود دارد انتخاب اصلی بین ویژگی های فیزیکی و بهینه بودن هزینه آن است.
- برای نمونه سازی قطعات پلیمری کاربردی معمولا ترموپلاستیک ها (FDM و SLS) انتخاب بهتری نسبت به ترموست ها(پرینتر های سه بعدی رزینی) هستند.
- برای ویژگی های ظاهری و زیبایی، بهترین انتخاب ترموست ها (پرینتر های سه بعدی رزینی، SLA، DLP و پلی جت) هستند. (مگر اینکه بخواهید قطعه را مستقیما تمام رنگی تولید کنید)
- برای ساخت قطعات فلزی، پرینتر های سه بعدی SLM و DMLS مناسب کاربردهای پیشرفته و بایندرجت مناسب قطعات بزرگتر با هزینه کمتر است.
- برخی قطعات کاربردی را می توان با ماشینکاری CNC با هزینه کمتر تولید کرد. پیش از سفارش پرینت، بد نیست هزینه و امکان ساخت آن را با دستگاه های CNC هم بررسی کنید.
