ساپورت در پرینت سه بعدی چیست، چه موقع ساپورت گذاری نیاز است و ساپورت چگونه برا کیفیت و هزینه پرینت سه بعدی قطعه تان تاثیر می گذارد؟
پاسخ این پرسش ها را در ادامه می توانید بخوانید.
از آنجایی که قطعات پرینت سه بعدی به صورت لایه به لایه ساخته می شوند، برای ساخت هر لایه نیاز به یک لایه زیرین است که لایه جدید روی آن ساخته شود. بسته به تکنولوژی پرینت سه بعدی و پیچیدگی مدل سه بعدی، این مسئله به این معناست که پرینت سه بعدی قطعه نیازمند سازه ساپورت است.
هنگام انتخاب تکنولوژی های پرینت سه بعدی ای که می خواهید قطعه تان را با آن بسازید درنظر گرفتن ساپورت و تاثیری که سازه ساپورت این پرینتر سه بعدی روی ساخت قطعه تان می گذارد از اهمیت بالایی برخوردار است. سازه های ساپورت معمولا روی سطح قطعه تاثیر می گذارند، با کندن ساپورت ها جای آنها روی قطعه می ماند، جای این ساپورت ها باید با پست پروسس از قطعه محو شود.
در این بخش ساپورت ها را به طور کلی و به صورت جداگانه برای هر تکنولوژی پرینت سه بعدی بررسی می کنیم و در ادامه تاثیر ساپورت پرینت سه بعدی را روی تصمیماتی که حین طراحی محصول گرفته می شود نشان می دهیم.
پرینتر سه بعدی FDM یک فیلامنت ذوب شده را در یک مسیر از پیش تعیین شده روی سطح اکسترود می کند. پس از اکسترود ماده اولیه خنک شده و یک سطح جامد تشکیل می دهد که به عنوان فوندانسیون لایه بعدی متریال استفاده می شود. این پروسه تا ساخت کامل قطعه به صورت لایه به لایه تکرار می شود.
چه زمانی نیاز به ساپورت FDM است؟
در پرینت سه بعدی FDM هر لایه فیلامنت داغ شده روی لایه زیرین قرار می گیرد و با فاصله کمی از لایه زیرین می تواند روی آن قرار گیرد. این فاصله افقی بین لایه ها می تواند بیرون آمدگی هایی تا زاویه ۴۵ درجه را پوشش دهد اما برای زوایای بالاتر از ۴۵ درجه نیاز به یک متریال زیرین است تا لایه ها بتوانند روی آن بنشینند.
بسته به زاویه بیرون زدگی ممکن است پرینت FDM شما نیازمند ساپورت باشد.
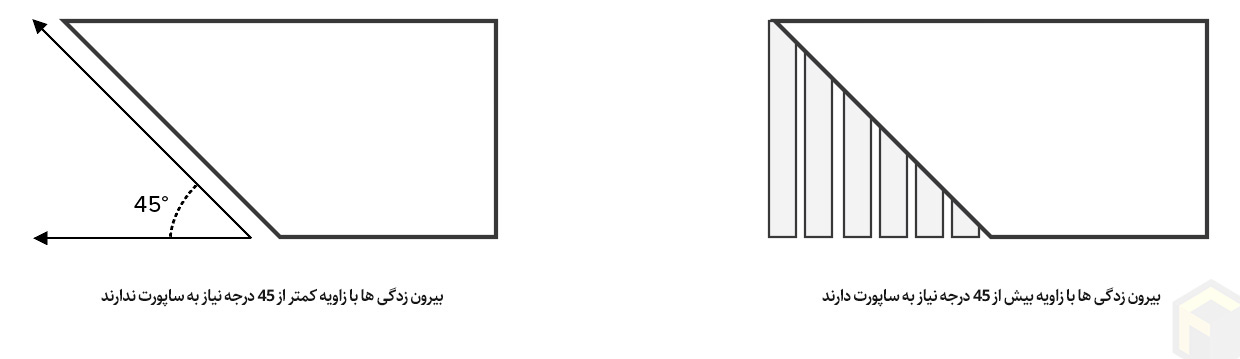
بیرون زدگی های با زاویه بالاتر از ۴۵درجه در پرینتر سه بعدی FDM نیازمند ساپورت هستند
بریجینگ و ساپورت
یک استثنا برای قانون ۴۵ درجه وجود دارد.ماده اولیه داغ می تواند روی هوا بین دو نقطه نزدیک به هم کشیده شود. این پل می تواند در فواصل حدود ۵ میلیمتری و کمتر بدون ساپورت و با دقت بالا متریال را شکل دهد.
مدل های سه بعدی حروف Y، H و T را به عنوان نمونه درنظر بگیرید.
بازوهای حرف Y نسبت به محور Z زاویه زیر ۴۵ درجه دارند و به راحتی بدون نیاز به ساپورت قابل پرینت هستند.
- حرف H کمی پیچیده تر است. اگر پل وسط زیر ۵ میلیمتر باشد بدون ساپورت قابل پرینت است اما اگر طول پل بیش از ۵ میلیمتر باشد بدون ساپورت امکان پرینت سه بعدی آن وجود ندارد.
- بازوهای حرف T برای ساخته شدن لزوما نیازمند ساپورت هستند. هیچ لایه زیرینی وجود ندارد که لایه های بازوها بتوانند روی آن ساخته شوند و در صورت نبود ساپورت بازوها در پروسه پرینت می ریزند.
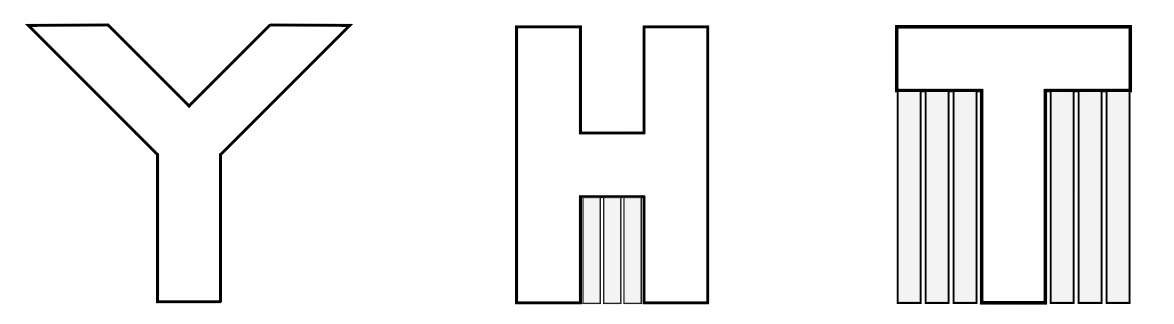
سازه های ساپورت مورد نیاز برای پرینت سه بعدی حروف Y، H و T با پرینتر سه بعدی FDM
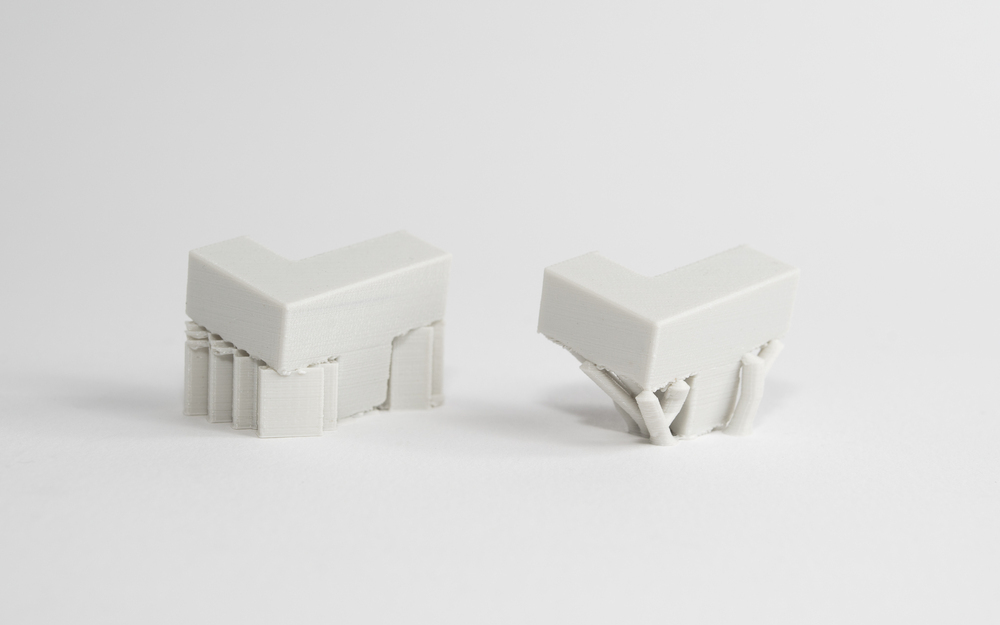
در تصویر پایین این حروف سه بعدی را که با پرینتر سه بعدی FDM ساخته شده اند می توانید ببینید.

حروف Y،H و T که با پرینتر سه بعدی FDM و با ساپورت ساخته شده اند.
در تصویر پایین نتیجه پرینت سه بعدی بدون ساپورت قطعه T را می بینید. همانطور که مشخص است، سطح مخدوش شده و دقت بسیار پایینی دارد و تمیز کردن سطح آن نیازمند میزان زیادی پست پروسس است.

پرینت سه بعدی بدون ساپورت قطعه T
ویژگی های منفی ساپورت گذاری FDM
لزوم پرداخت و پولیش پس از پرینت قطعه یکی از محدودیت ها در قطعاتی است که در پرینت سه بعدی FDM با ساپورت تولید می شوند. این پروسه ممکن است باعث ایجاد جای ساپورت و پایین آمدن دقت و نرمی سطوح ساپورت خورده شود. همچنین گاهی کندن ساپورت ها در قسمت هایی که ضخامت کمی دارند موجب شکستن قطعه می شود.

تاثیر ساپورت روی کیفیت سطح قطعه پرینت سه بعدی. یک قطعه پازل سه بعدی بعد از کندن ساپورت ها و پیش از پرداخت و پولیش.
چقدر ساپورت برای پرینت FDM قطعه من نیاز است؟
طاقی که در تصویر پایین می بینید اگر در جهت درست پرینت شود نیاز به میزان کمی ساپورت دارد.

ساپورت گذاری بهینه در پرینت سه بعدی FDM
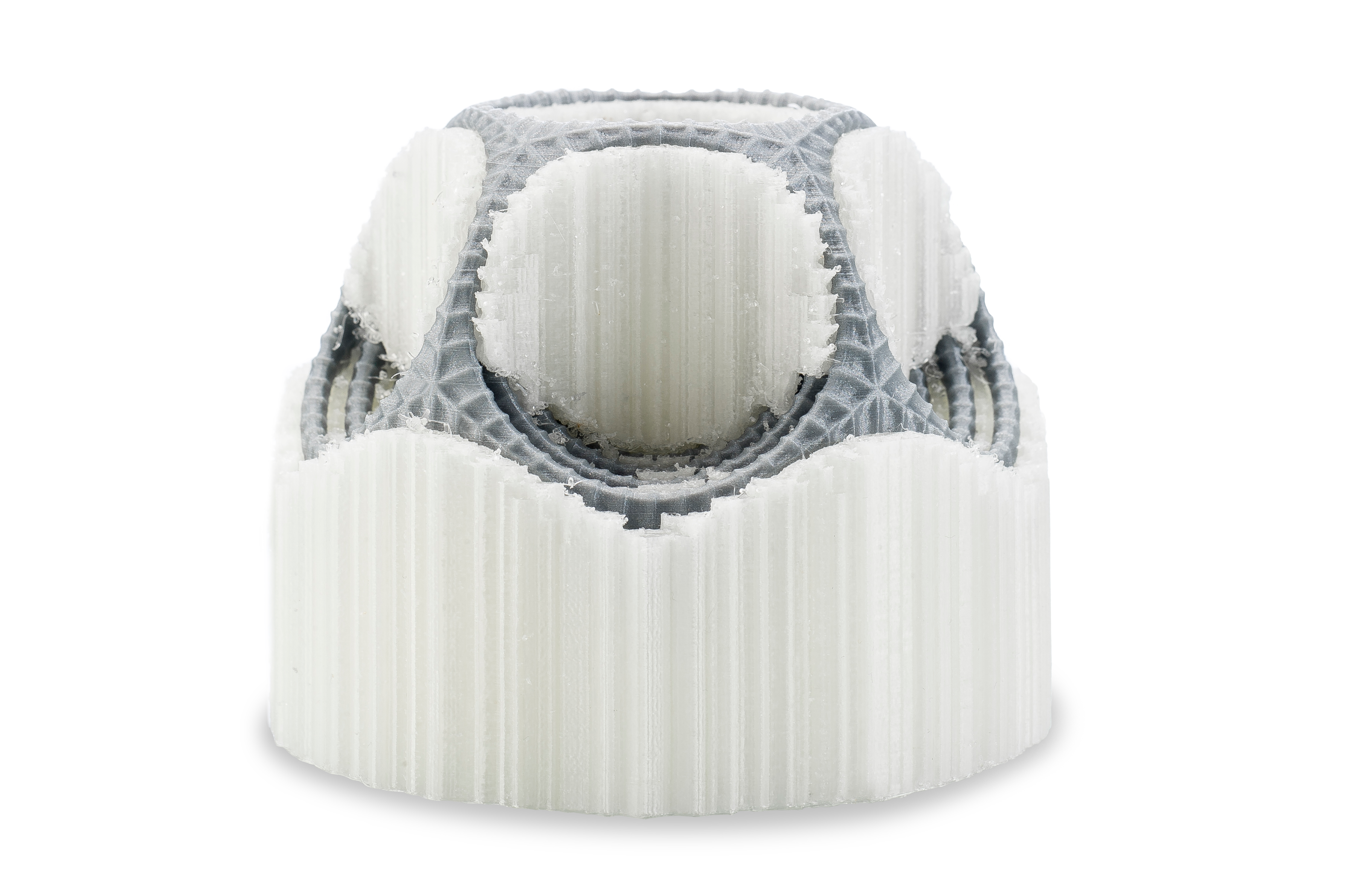
کره درون مکعب که در تصویر پایین می بینید مثال قطعه ای است که نیاز به میزان زیادی ساپورت دارد. حذف ساپورت ها در این مثال بسیار پیچیده است. ساپورت ها باید با ابزارهای تیز و نازک با دقت بالایی کنده شوند تا آسیب حداقلی به سطح قطعه برسد. پولیش و پرداخت سطح پس از حذف ساپورت ها هم بسیار کار زمان بر و مشکلی است.تصویر کره درون مکعب که نشان دهنده میزان بالای ساپورت مورد نیاز قطعه است:

در برخی قطعات ساپورت ها به سختی قابل حذف هستند.
اگر این قطعه بدون ساپورت پرینت شود کیفیت و دقت به میزان قابل توجهی پایین می آید. حجم متریال اضافی سازه ساپورت این قطعه برای ساخت آن ضروری است.
انواع سازه ساپورت در پرینت سه بعدی FDM
پرینتر سه بعدی FDM از دو نوع سازه ساپورت استفاده می کند.
دو نوع سازه ساپورت متفاوت: ساپورت آکاردئونی در سمت چپ و ساپورت درختی در سمت راست.
نوع اول سازه ساپورت آکاردئونی است، این نوع ساپورت پرینت سه بعدی برای بیشتر قطعاتی که با پرینتر سه بعدی FDM ساخته می شوند مناسب است و معمول ترین نوع ساپورت است. نوع دیگر ساپورت درختی است و برای برخی پرینتر های سه بعدی FDM ساپورت بهتری محسوب می شود. این روش ساپورت گذاری با اینکه نامعمول تر است، با سطح قطعه تماس کمتری دارد و در نهایت سطح بهتری بعد از پرداخت ایجاد می کند.
اپراتور دستگاه پرینتر سه بعدی بهینه ترین نوع ساپورت را برای کاربرد و قطعه شما درنظر می گیرد، ساپورتی که کمترین تاثیر را روی زیبایی و دقت قطعه بگذارد بهینه ترین ساپورت است و بسته به طراحی و ویژگی های قطعه می تواند متفاوت باشد.
ساپورت محلول در آب
برخی از دستگاه های پرینت سه بعدی FDM دو نازل دارند، با این دستگاه ها می توان ساپورت ها را با یک ماده اولیه ثانویه تولید کرد که در آب یا مایعات دیگر حل می شوند. این مسئله موجب رسیدن به سطوح بهتر می شود اما در مقابل زمان و هزینه را بالا می برد. یک نمونه این دستگاه ها پرینتر سه بعدی Ultimaker 3 است که سازه ساپورت را با PVA تولید می کند. ترموپلاستیک PVA به راحتی می تواند در آب حل شود.
این قطعه با پرینتر سه بعدی FDM دو نازله پرینت شده است. ساپورت های آن از ماده PVA ساخته شده اند که با قرار گرفتن در معرض آب حل می شوند.
تکنولوژی های پرینت سه بعدی SLA و DLP قطعات را با رزین مایع(فتوپلیمر) تولید می کنند. این پرینتر های سه بعدی از یک منبع نور برای جامد کردن ماده اولیه مایع به صورت لایه به لایه استفاده می کنند. بسته به نوع پرینتر سه بعدی، قطعه می تواند درون یک VAT که حاوی مایع رزین است شکل بگیرد و با جامد شدن توسط نور از مخزن رزین بیرون بیاید (پایین به بالا) و یا قطعه می تواند درون مایع شکل بگیرد و لایه های فوقانی توسط منبع نوری جامد شود.(بالا به پایین)
در چه مواردی برای قطعات SLA و DLP متریال ساپورت لازم است؟
برای اطمینان از چسبندگی قطعه روی سینی ساخت و شناور نشدن آن در مخزن مایع تقریبا نیاز به سازه ساپورت همواره وجود دارد. سازه های ساپورت پرینتر های سه بعدی DLP و SLA شبیه شاخه هایی با نوک بسیار کوچک هستند. این نوع ساپورت زمان پرینت سه بعدی و مصرف متریال را پایین می آورد. تعداد ساپورت ها ، مکان آنها، نقاط متصل به قطعه و سازه با استفاده از نرم افزار به طور اتوماتیک محاسبه می شود و به هندسه قطعه، جهت و وزن آن وابسته است.
تکنولوژی های پرینت سه بعدی SLA و DLP از دقیق ترین تکنولوژی های ساخت افزودنی هستند. این پرینتر های سه بعدی می توانند کوچکترین قطعات را با جزئیات بالا تولید کنند. با پرداخت مناسب این قطعات، سازه ساپورت زیاد روی کیفیت قطعه تاثیر نمی گذارد.
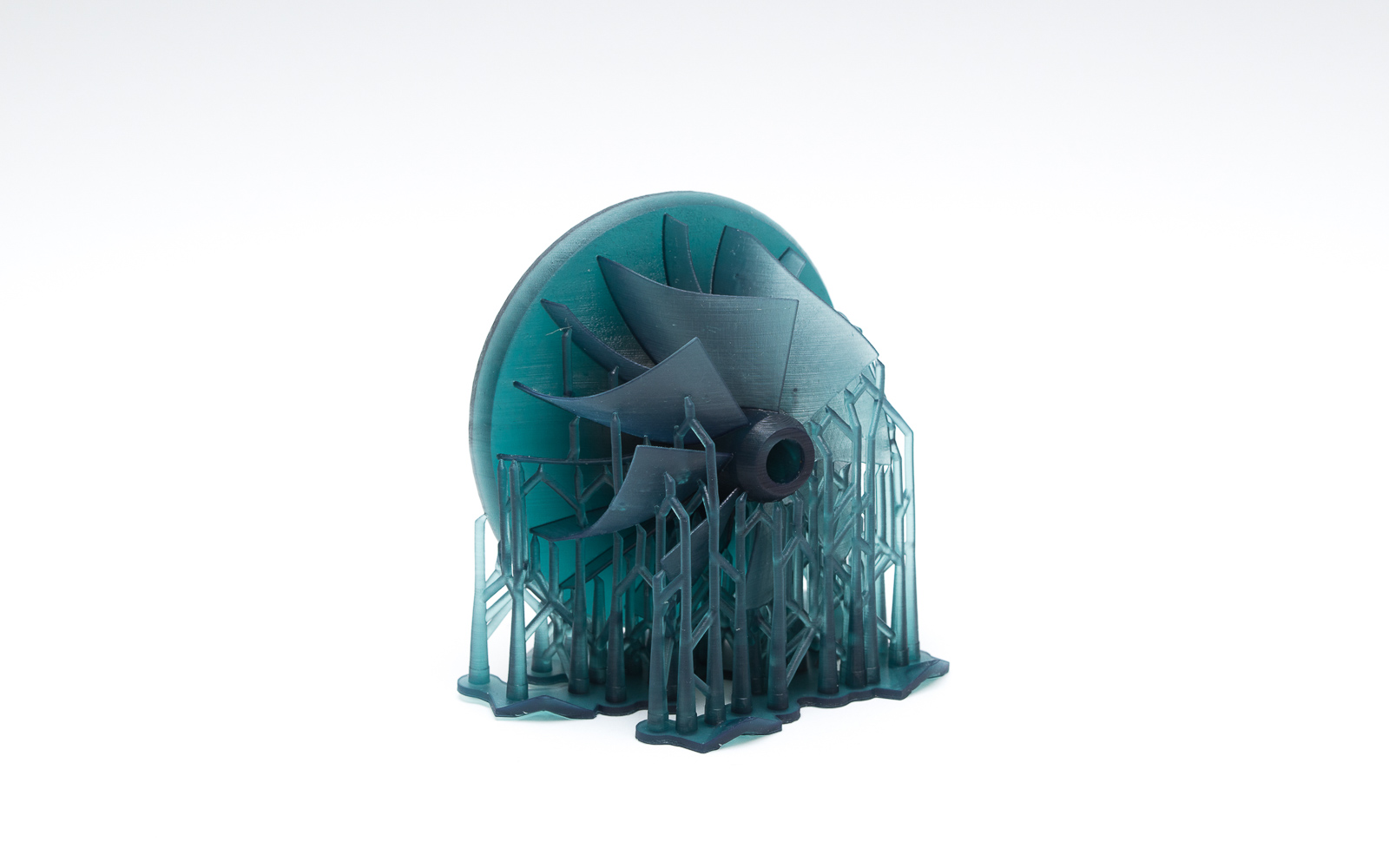
یک قطعه پرینت شده SLA به همراه سازه ساپورت
حذف سازه ساپورت از قطعات SLA و DLP
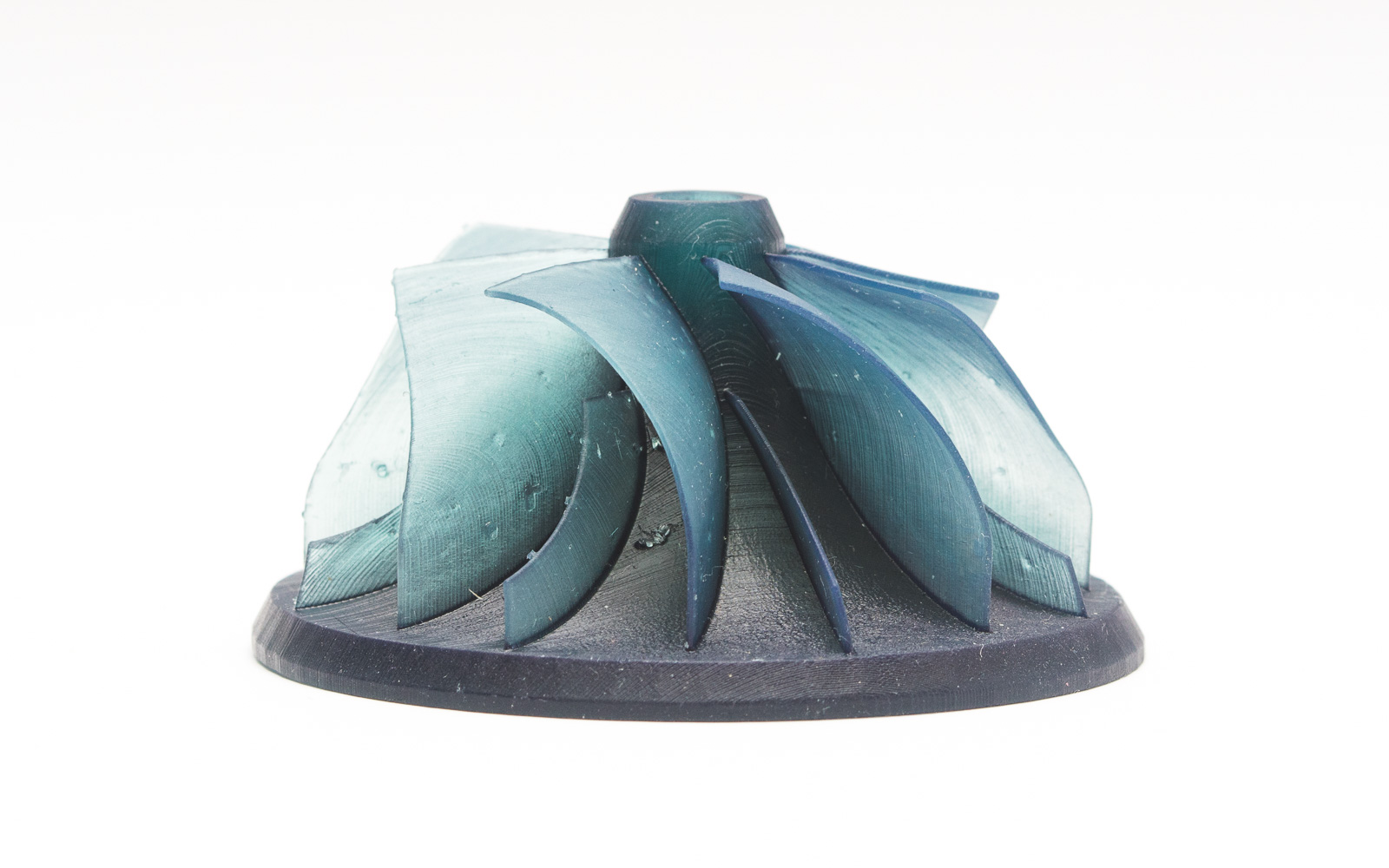
پس از پروسه پرینت سه بعدی SLA و DLP ، در ابتدا از الکل ایزوپروپیل (IPA) برای شستشوی رزین مایع روی قطعه نهایی استفاده می شود. سازه های ساپورت می توانند از سطح مدل کنده شده و یا با استفاده از ابزارهای تیز کنده شوند. نقاط در تماس با قطعه پس از کندن سازه ساپورت پولیش و سماتمه کشیده شده و تقریبا نشانی از ساپورت ها به جای نمی ماند.

حذف ساپورت از یک قطعه ساخته شده با پرینتر سه بعدی SLA
نکات مهم در طراحی برای ساپورت پرینت سه بعدی SLA و DLP
جهتگیری قطعه نقش مهمی در مکان ساپورت برای پرینت سه بعدی SLA و DLP دارد. با تغییر جهت ساخت یک قطعه میزان ساپورت (و به طبع هزینه) می تواند به طرز قابل توجهی پایین بیاید. همچنین نقاط قرارگیری ساپورت با تغییر جهت قطعه متفاوت می شوند.
اگر دقت و فرم بخشی از قطعه تان از دیگر سطوح آن مهم تر است می توان جهت قطعه را طوری قرار داد که ساپورت کمتری با سطح مورد نظر تماس داشته باشد. همچنین مدل های پیچیده را می توان به قطعات کوچکتر تقسیم کرد و به روش های مختلف (مثل چسب، نر و مادگی و…) به هم متصل کرد. این روش هم باعث پایین آمدن هزینه و هم بالا رفتن کیفیت قطعه می شود.
لکه های به جای مانده از ساپورت های روی قطعه SLA
سازه ساپورت پرینت سه بعدی متریال جتینگ(پلی جت)
تکنولوژی های پرینت سه بعدی متریال جتینگ (پلی جت) مشابه پرینت جوهرافشان هستند با این تفاوت که به جای جت کردن قطرات جوهر روی کاغد، قطرات پلیمتر را روی یک سینی ساخت جت شده و بلافاصله توسط نور UV کیور می شوند.
چه موقع متریال ساپورت برای قطعات پلی جت نیاز است؟
این پرینترهای سه بعدی تقریبا در همه موارد که مدل دارای بیرون زدگی است نیازمند ساپورت هستند. این ساپورت صرف نظر از زاویه بیرون زدگی همیشه لازم است. ساپورت ها یا محلول در آب هستند و با پس از ساخت قطعه با استفاده از ابزار تیز، واترجت و حمام فراصوت حذف می شوند.

حذف متریال محلول در آب از قطعه ساخته شده با پرینتر سه بعدی پلی جت
قوانین طراحی که برای متریال جتینگ باید مدنظر قرار داده شود
به خاطر نیروی وارده به قطعه در پروسه پرداخت و پولیش ممکن است قسمت هایی از قطعه خم شده و آسیب ببینند. حتما قوانین طراحی برای پلی جت را برای جلوگیری از خطاها درنظر بگیرید.
پرینتر سه بعدی SLS متریال پودری را در یک محفظه با استفاده از لیزر به هم متصل می کند. پرینتر سه بعدی SLS برخلاف تکنولوژی های دیگر نیازی به سازه ساپورت ندارد، در این تکنولوژی قطعه درون پودر قرار گرفته و پودر به عنوان ساپورت عمل می کند.
عدم نیاز به سازه ساپورت در پرینتر سه بعدی SLS آزادی زیادی در طراحی قطعه فراهم می کند اما در مقابل هزینه و زمان ساخت قطعه این تکنولوژی به نسبت بالاتر از دیگر تکنولوژی ها است.

در پرینت سه بعدی SLS پودر ذوب نشده اطراف قطعه به عنوان سازه ساپورت عمل می کند و به راحتی از قطعه زدوده می شود.
پرینتر سه بعدی بایندرجت مانند پرینتر سه بعدی SLS از لایه های نازک پودر برای ساخت قطعه استفاده می کند با این تفاوت که به جای ذوب آن از یک ماده چسبنده برای چسباندن لایه های پودر به یکدیگر استفاده می کند. مانند پروسه پرینت سه بعدی SLS نیازی به سازه ساپورت وجود ندارد و قطعه در مخزنی از پودر ساخته می شود که به عنوان ساپورت عمل می کند. تمیز کردن و پرداخت قطعه مانند تکنولوژی SLS یک پروسه زمان بر و چند مرحله ای است.

پودر اضافی از قطعه پرینت سه بعدی بایندرجت خارج می شود.
تکنولوژی های پرینت فلز از سازه ساپورت برای ثابت ماندن قطعه روی سینی ساخت در طول پروسه استفاده می کنند. بیرون زدگی ها با زاویه بیش از ۳۵ درجه قابل ساخت بدون ساپورت هستند.
ساپورت قطعه هایی که با این پرینتر های سه بعدی ساخته می شوند باید در بخش های قابل دسترس قطعه باشند، در غیر اینصورت در پروسه پست پروسس قابل حذف نیستند.
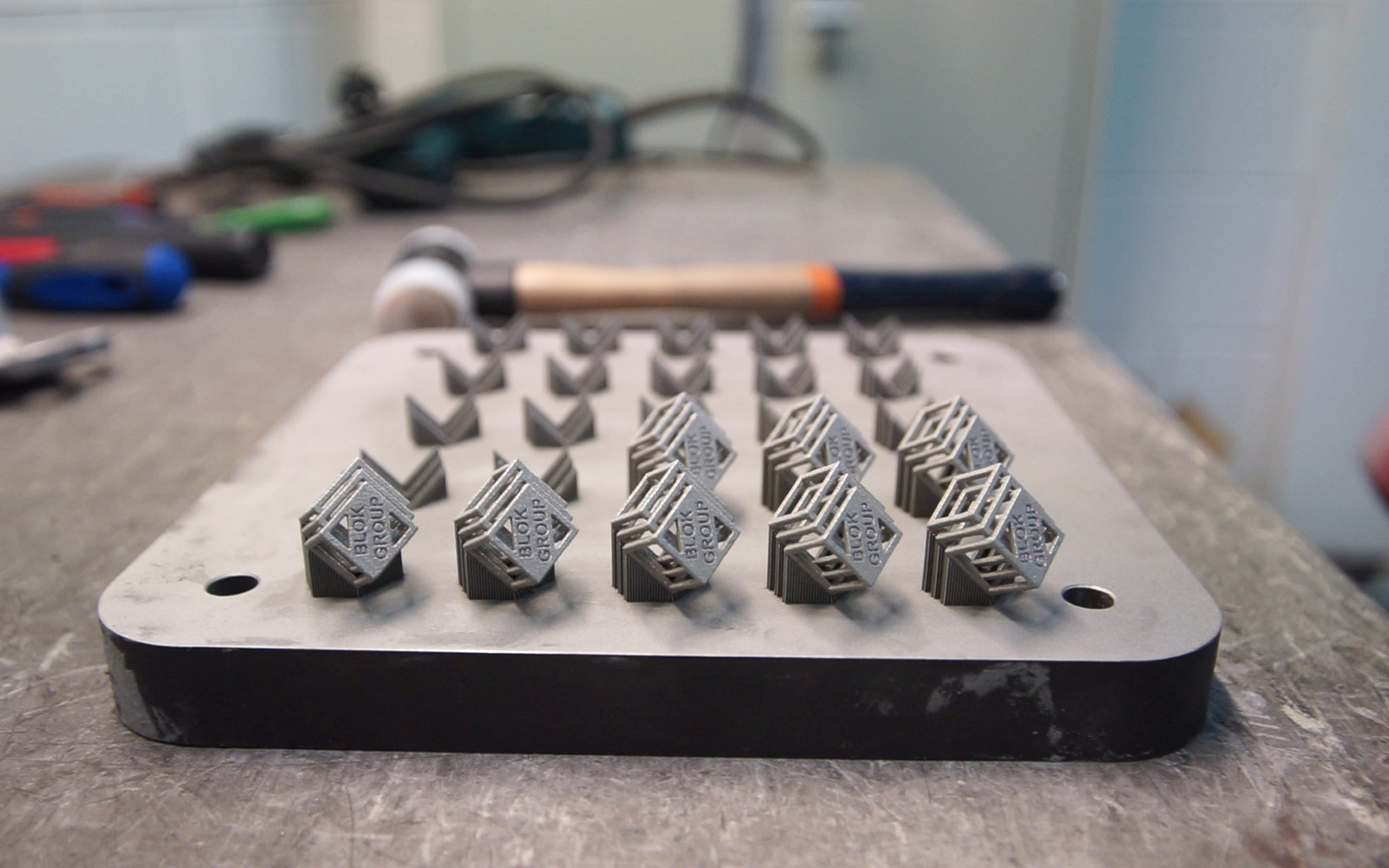
قطعات ساخته شده با پرینتر سه بعدی فلز متصل به سینی ساخت به همراه سازه ساپورت
اگر متن بالا را نخواندید:
جدول زیر به طور خلاصه نیاز به سازه ساپورت برای تکنولوژی های پرینت سه بعدی را نشان می دهد:
| تکنولوژی پرینت سه بعدی | سازه ساپورت |
| FDM | وابسته به هندسه مدل |
| SLA و DLP | وابسته به هندسه مدل(تقریبا همیشه لازم است) |
| SLS | هیچ وقت |
| PolyJet | همیشه لازم است ولی به سادگی کنده می شود |
| Binder jetting | هیچ وقت |
| SLM/DMLS (فلز) | همیشه |
- ساپورت پرینت سه بعدی معمولا روی ظاهر قطعه تاثیر مخربی می گذارد(به استثنا پلی جت) و پروسه های پرداخت و پولیش برای بهبود کیفیت سطوح ضروری هستند.
- هر چه ساپورت بیشتری اضافه شود ، طراحی می تواند پیچیده تر شود. میزان ساپورت با تغییر جهت مدل ، میزان دقت و… می تواند بهینه سازی شده و موجب هزینه و زمان پرینت کمتر شود.
نظرات کاربران