








راهنمای جامع راه های متداول پولیش و پرداخت قطعات تولید شده با استفاده از پرینتر سه بعدی SLA
دستگاه های پرینتر سه بعدی SLA می توانند نمونه سازی قطعات پیچیده و با جزئیات زیاد را به عهده بگیرند. بزرگترین نقص این تکنولوژی نیاز آن به تولید سازه ساپورت به همراه قطعه و جدا کردن ساپورت ها پس از پرینت سه بعدی از قطعه می باشد، این ساپورت ها پس از جدا شدن بر روی سطح قطعه جای خود را باقی می گذارند. خوشبختانه سطح اکثر رزین های قابل پرینت سه بعدی با تکنولوژی پرینت سه بعدی SLA به سادگی قابل پرداخت می باشد، برای پرداخت سطح این قطعات می توانید از روش های مختلفی استفاده کنید که در زیر روش های متداول این فرآیند شرح داده شده اند.
توجه: همه ی تصاویر زیر مربوط به قطعات پرینت سه بعدی شده با رزین های شفاف و با ضخامت لایه ۵۰ میکرون می باشد.

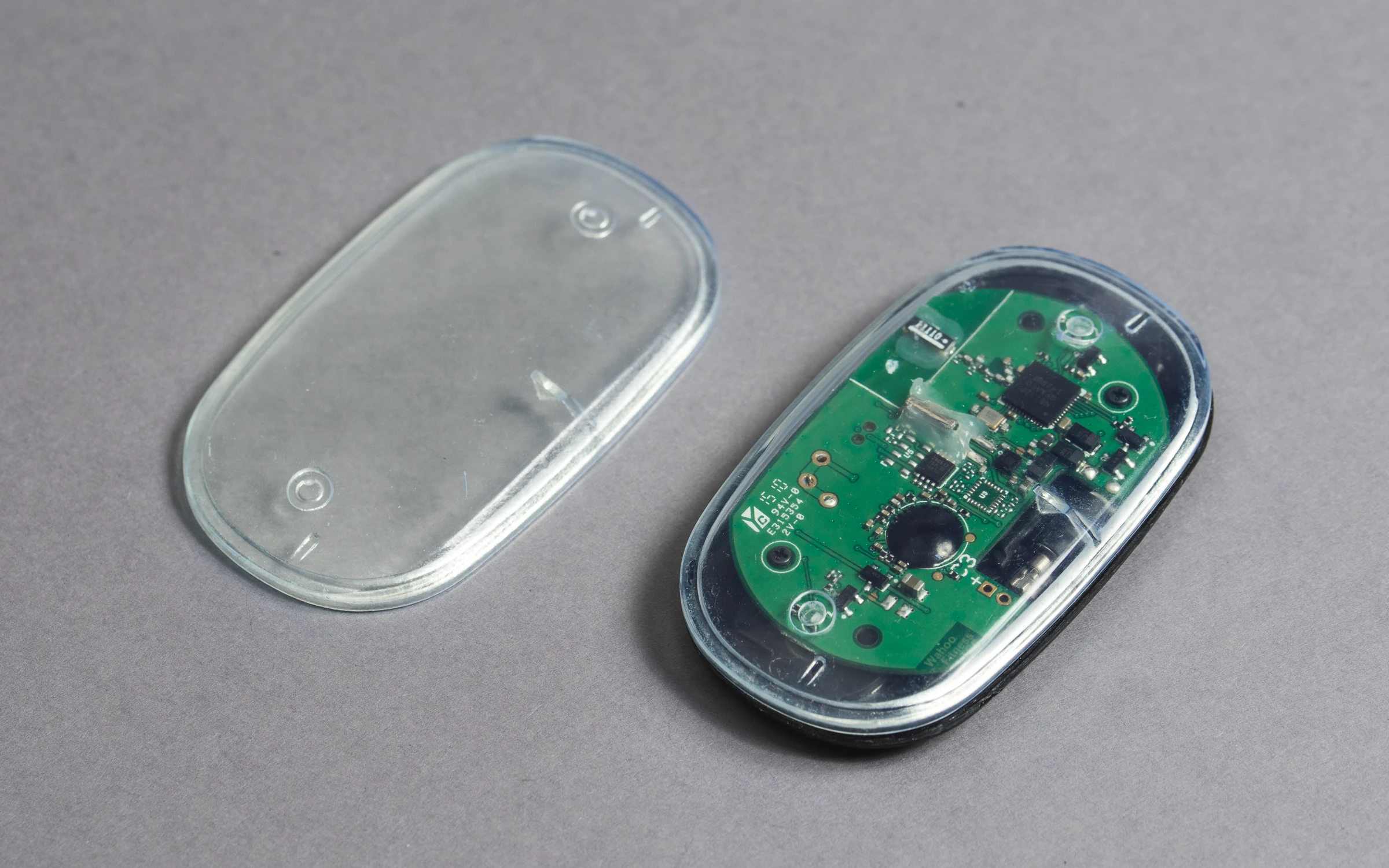
قاب یک دستگاه الکترونیکی تولید شده با دستگاه های پرینتر سه بعدی SLA، قاب رویی قطعه با روش های مختلفی پرداخت و پولیش شده است.
پروسه: جدا کردن ساپورت ها از قطعات پرینت شده با یریدن یا شکستن آن ها امکان پذیر ولی در این حالت روی سطحی از قطعه که ساپورت ها به آن متصل بوده اند جای آن ها باقی می ماند. اگر به دنبال کیفیت سطح بالایی هستید در بخش هایی از فایل سه بعدی خود که ساختارهای ساپورت به آن ها متصل می شوند در حد ۰.۱ میلیمتر ماده اضافی برای این که در زمان سنباده کاری خالی شود بگذارید تا پس از سنباده کاری نیز دقت تولید قطعاتتان حفظ گردد.
نقاط قوت:
+کنترل کامل بر روی کیفیت سطح به شما می دهد.
+اگر در سوراخ های عمودی به دنبال سایز دقیق هستید توصیه می شود در فایل خود یک سوراخ راهنما با سایز کوچکتر تعبیه نمایید و پس از پرینت سه بعدی قطعه آن را با دریل یا هر وسیله دیگر سوراخ کنید
+دقت بالایی دارد چرا که در هندسه قطعه تفییر خاصی به وجود نمی آورد.
نقاط ضعف:
-برای رسیدن به کیفیت سطح خوب نیازمند مهارت در پرداخت و پولیش هستید.
| کیفیت سطح | ☆ ☆ ☆ ☆ ☆ |
| دقت | ★ ★ ★ ☆ ☆ |
| سرعت | ★ ★ ★ ★ ★ |
| مناسب برای | همه ی رزین های قابل ساخت با پرینتر سه بعدی SLA |
پروسه: فقط نوک ساپورت ها از روی مدل با سنباده برداشته می شود ، این پروسه برای سطوح مسطح مناسب است که در آن ها صاف شدن سطح به راحتی قابل تشخیص است. از آن جا که هندسه قطعه تغییر نمی کند و فقط نوک ساپورت ها از بین برده می شود دقت ساخت قطعه مناسب است.
نقاط قوت
+دقت ساخت قطعه حفظ می شود
+نقص های قطعه که به دلیل ساپورت ها ایجاد شده برطرف می گردد
نقاط ضعف
-ممکن است منجر به ایجاد سطوح ناهموار شود. (به دلیل غیر یکدست سنباده زدن قطعه.)
| کیفیت سطح | ★ ☆ ☆ ☆ ☆ |
| دقت | ★ ★ ★ ★ ☆ |
| سرعت | ★ ★ ★ ★ ☆ |
| مناسب برای | همه ی رزین های قابل ساخت با پرینتر سه بعدی SLA |

جدا کردن ساپورت ها از قطعه پرینت سه بعدی شده به روش SLA، سمت راست و ساپورت هایی که نوک آن ها سنباده خورده اند سمت چپ.
پروسه: معمولا سنباده کاری مرطوب به بهترین کیفیت سطح در پرداخت و پولیش قطعات پرینت سه بعدی SLA منجر می گردد. (بسته به تعداد مراحل سنباده کاری با شماره های متفاوت سنباده)
در قسمت هایی از قطعه که ساپورت نخورده اند فقط خط های لایه ها نیازمند سنباده شدن هستند که این کار را می توان با یک مرحله سنباده کاری نرم انجام داد (نیازی به مراحل سنباده کاری با شماره های متفاوت سنباده نیست.) که پرداخت سطح مدل را برای شما ساده تر می کند.
سطوحی از قطعه که ساختارهای ساپورت به آن برای موفقیت آمیز بودن فرآیند پرینت سه بعدی افزوده شده برخلاف سطوح دیگر نیاز به پرداخت و پولیش پیچیده تری دارند. (معمولا حداقل ۴ مرحله سنباده کاری با سنباده های دارای زبری مختلف نیاز است.) بنابر این توصیه می گردد تا ساپورت ها را در صورت امکان بر روی سطوحی از قطعه پرینت سه بعدی شده که در دید هستند قرار ندهید.
بسته به محل ساپورت ها ممکن است پس از سنباده کاری و با توجه به برداشته شدن بخشی از سطح به دلیل سنباده زدن دقت ساخت قطعه تحت تاثیر قرار بگیرد.
نقات قوت:
+سطح قطعات پرینت سه بعدی شده صاف و سیقلی می شود.
+مناسب برای قطعات پیچیده.
+سطح قطعه را برای رنگ آمیزی آماده می کند.
نقاط ضعف:
-از دست دادن دقت در نواحی ساپورت خورده
-در حین پروسه ی سنباده کاری قطعات پرینت سه بعدی تحت رطوبت ممکن است بر روی سطح قطعه سفیدک هایی ظاهر شود.
| کیفیت سطح | ★ ★★☆ ☆ |
| دقت | ★ ★ ★ ☆ ☆ |
| سرعت | ★ ★ ★ ☆☆ |
| مناسب برای | همه ی رزین های قابل ساخت با پرینتر سه بعدی SLA |
پروسه: این روش پرداخت و پولیش سطح قطعات پرینت سه بعدی شده مشابه روش سنباده کاری مرطوب است با این تفاوت که پس از اتمام پروسه ی سنباده کاری، روعن معدنی کمک می کند تا خطوط و سفیدک های موجود بر سطح مدل صاف و یکدست شوند.
این روش پرداخت برای پرینت سه بعدی قطعات مکانیکی بسیار مناسب است چرا که اصطکاک را با چرب کردن سطح قطعه کاهش می دهد
نقاط قوت
+منجر به یک سطح تقریبا شفاف در استفاده از رزینهای شفاف می شود.
نقاط ضعف
-پس از اعمال این روش پرداخت سطح بر روی قطعه پرینت سه بعدی شده، رنگ پذیری قطعه به شدت کاهش می یابد.
| کیفیت سطح | ★ ★★☆ ☆ |
| دقت | ★ ★ ★ ☆ ☆ |
| سرعت | ★ ★ ★ ☆☆ |
| مناسب برای | همه ی رزین های قابل پرینت سه بعدی با تکنولوژی SLA |

قطعات پرینت شده توسط پرینتر سه بعدی SLA پرداخت و پولیش شده با متد سنباده کاری مرطوب (سمت چپ) و روغن معدنی (سمت راست)
پروسه: رنگ کردن قطعات پرینت سه بعدی شده به روش SLA می تواند نیاز به سنباده کاری در سطوحی که ساپورت به آن ها متصل نبوده را برطرف نماید از طرفی وارنیش موجود در رنگ با محدود کردن میزان نور فرابنفش (UV) جذب شده توسط قطعه مدل را از زرد شدن و کیور شدن بیش از حد توسط اشعه فرابنفش محافظت می کند.
رنگ اکریلیک به رزین های انعطاف پذیر تولید شده با پرینتر سه بعدی SLA نمی چسبد و توصیه می شود برای رنگ کردن این قطعات از تکنیک کیور کردن زیر آب استفاده نمایید البته این تکنیک جزئیات و تولرانس های قطعه را شدیدا تحت تاثیر قرار می دهد.
نقاط قوت
+از قطعه در برابر تابش فرابنفش محافظت می کند.
+سطح شفاف برای قطعات پیچیده پرینت سه بعدی شده با رزین های شفاف در صورت استفاده از وارنیش فراهم می آورد.
نقاط ضعف
-برای قطعات متحرک توصیه نمی شود.
-ابعاد قطعه را تحت تاثیر قرار می دهد.
-ممکن است رنگ دچار پوسته پوسته شدن گردد.
| کیفیت سطح | ★ ★★☆ ☆ |
| دقت | ★ ★ ☆ ☆ ☆ |
| سرعت | ★ ☆ ☆ ☆☆ |
| مناسب برای | همه ی رزین های قابل پرینت سه بعدی با تکنولوژی SLA |
پروسه: سطح قطعه پرینت سه بعدی شده در مراحل مختلف تا سنباده شماره ۲۰۰۰ باید به خوبی و با دقت سنباده کاری شود. سپس این سطح با استفاده از ماده ی پولیش باید پولیش گردد. اجرای این فرآیند بر روی رزین های شفاف منجر به تولید شفاف ترین سطح ممکن قابل ساخت با پرینتر سه بعدی SLA می شود، اما انجام این فرآیند به شدت زمان بر می باشد و تنها برای قطعاتی مناسب می باشد که سطح آن ها به سادگی قابل سنباده کاری است.
این فرآیند برای پرداخت قطعاتی که هندسه ساده ای دارند (مانند شیشه ساعت) که جزئیات اندکی دارند مناسب است ولی برای قطعاتی که نیازمند اجرای این فرآیند بر چندین سطح دارند و یا دارای پیچیدگی هستند اصلا توصیه نمی شود.
نقاط قوت:
+سطح قطعات تولید شده با پرینتر سه بعدی در این فرآیند کاملا شفاف و قابل مقایسه با شیشه می گردد.
+سطح قطعات کاملا صیقلی می شود.
نقاط ضعف:
-فرآیند طولانی و دستی می باشد.
-قابل اجرا بر روی قطعات پیچیده نمی باشد.
| کیفیت سطح | ★★★★★ |
| دقت | ★★☆☆☆ |
| سرعت | ★☆☆☆☆ |
| مناسب برای | مناسب برای رزین های شفاف |
قطعات تولید شده با پرینتر سه بعدی SLA و پرداخت شده به روش استفاده از اسپری محافظ UV شفاف (سمت چپ) و پولیش برای رسیدن به سطح کاملا شفاف (سمت راست).