








آشنایی با پرینت سه بعدی SLA
در این بخش ما ویژگی ها و خصوصیات پایه ای تکنولوژی پرینت سه بعدی SLA را برای نمونه سازی و ساخت محصول نهایی را بررسی می کنیم. با مطالعه ی این بخش از مدرسه پرینت سه بعدی می توانید اطلاعاتی از مکانیک تکنولوژی SLA ، ویژگی های مثبت و محدودیت های آن کسب کنید.
تکنولوژی SLA یا استریولیتوگرافی یک پروسه ساخت افزودنی از خانواده فتوپلیمریزاسیون VAT است. در تکنولوژی SLA قطعه به صورت انتخابی با استفاده از یک منبع لیزر UV به صورت لایه به لایه رزین را جامد می کند. متریال هایی که در پرینتر سه بعدی SLA استفاده می شوند حساس به نور هستند و با قرار گرفتن در معرض نور UV جامد می شوند.
تکنولوژی SLA اولین تکنولوژی پرینت سه بعدی دنیاست: ثبت اختراع تکنولوژی پرینت سه بعدی SLA به سال ۱۹۸۶ باز می گردد. SLA همیشه بهینه ترین راه حل برای نمونه سازی سریع قطعاتی است که نیاز به دقت بالا و یا سطح باکیفیت و نرم دارند.
پرینت سه بعدی SLA تشابهات زیادی با تکنولوژی DLP دارد. این تکنولوژی ها را می توان در یک دسته قرار داد. برخی پرینتر سه بعدی DLP را زیرمجموعه ای از پرینتر های سه بعدی SLA می دانند.
تفاوت پرینتر سه بعدی DLP با SLA در نحوه جامد کردن رزین است،پرینتر سه بعدی SLA با نور لیزر رزین را جامد می کند در حالی که پرینتر سه بعدی DLP با استفاده از یک پروژکتور مقطع های مورد نظر را به رزین تابانده و لایه به لایه تا شکل گیری کامل جسم مقاطع آن را جامد می کند.
در حال حاضر پرینتر سه بعدی DLP بیشتر برای قالب گیری طلا و جواهر استفاده می شوند در حالی که پرینتر سه بعدی SLA کاربردهای زیادی در زمینه محصولات مهندسی و نمونه سازی صنعتی دارند.
پروسه پرینت سه بعدی SLA
پرینتر سه بعدی SLA به این شکل قطعات را می سازد:
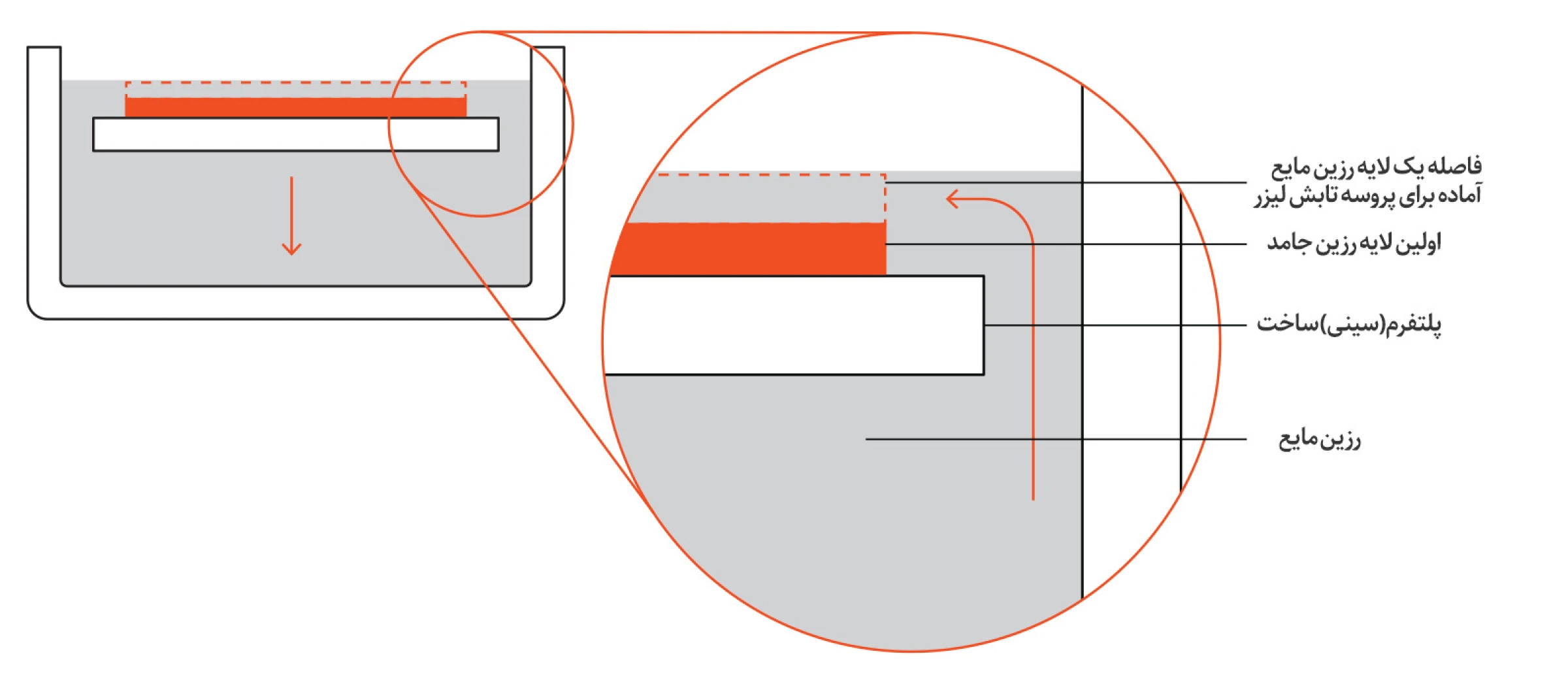
- در وضعیت اولیه سینی ساخت کاملا درون مخزن رزین، به فاصله یک لایه از سطح مایع قرار می گیرد.
- در مرحله بعدی لیزر UV به محیط مقطع جسم روی مایع رزین تابیده شده و رزین فتوپلیمر را جامد کرده و لایه اول قطعه را شکل می دهد. پرتوی لیزر توسط تعدادی آینه در مسیر تعیین شده هدایت شده و شکل مقطع را با دقت بالا روی رزین شکل می دهد.
- پس از ساخته شدن لایه، پلتفرم ساخت به اندازه یک لایه بالا رفته و پروسه تابش لیزر دوباره تکرار می شود. این روند تا شکل گیری کامل قطعه تکرار می شود.
- پس از پرینت سه بعدی قطعه حالتی نیمه جامد و سبز رنگ دارد، این قطعه نیاز به پست-کیور ( قرار دادن مجدد در معرض نور UV) دارد تا خواص مکانیکی و گرمایی آن به بهترین حالت ممکن برسد.
رزین مایع به وسیله پروسه ای به نام فتوپلیمریزاسیون جامد می شود:
در پروسه انجماد، زنجیره های کربن مونوم رتشکیل دهنده رزین مایع با نور UV فعال شده و یکپارچه می شوند، این زنجیره های کربن پیوندهای محکم و غیرقابل گسستی با یکدیگر می سازند.
پروسه فتوپلیمریزاسیون غیرقابل بازگشت است و هیچ راهی برای مایع کردن دوباره رزین جامد وجود ندارد، اگر قطعه در معرض دمای زیاد قرار گرفته شود، به جای ذوب شدن می سوزد زیرا متریال هایی که پرینتر های سه بعدی SLA استفاده می کنند از پلیمرهای ترموسِت ساخته می شوند. پلیمرهای ترموسِت در مقابل ترموپلاستیک های پرینتر های سه بعدی FDM قرار دارند که قابلیت ذوب و انجماد مجدد دارند.
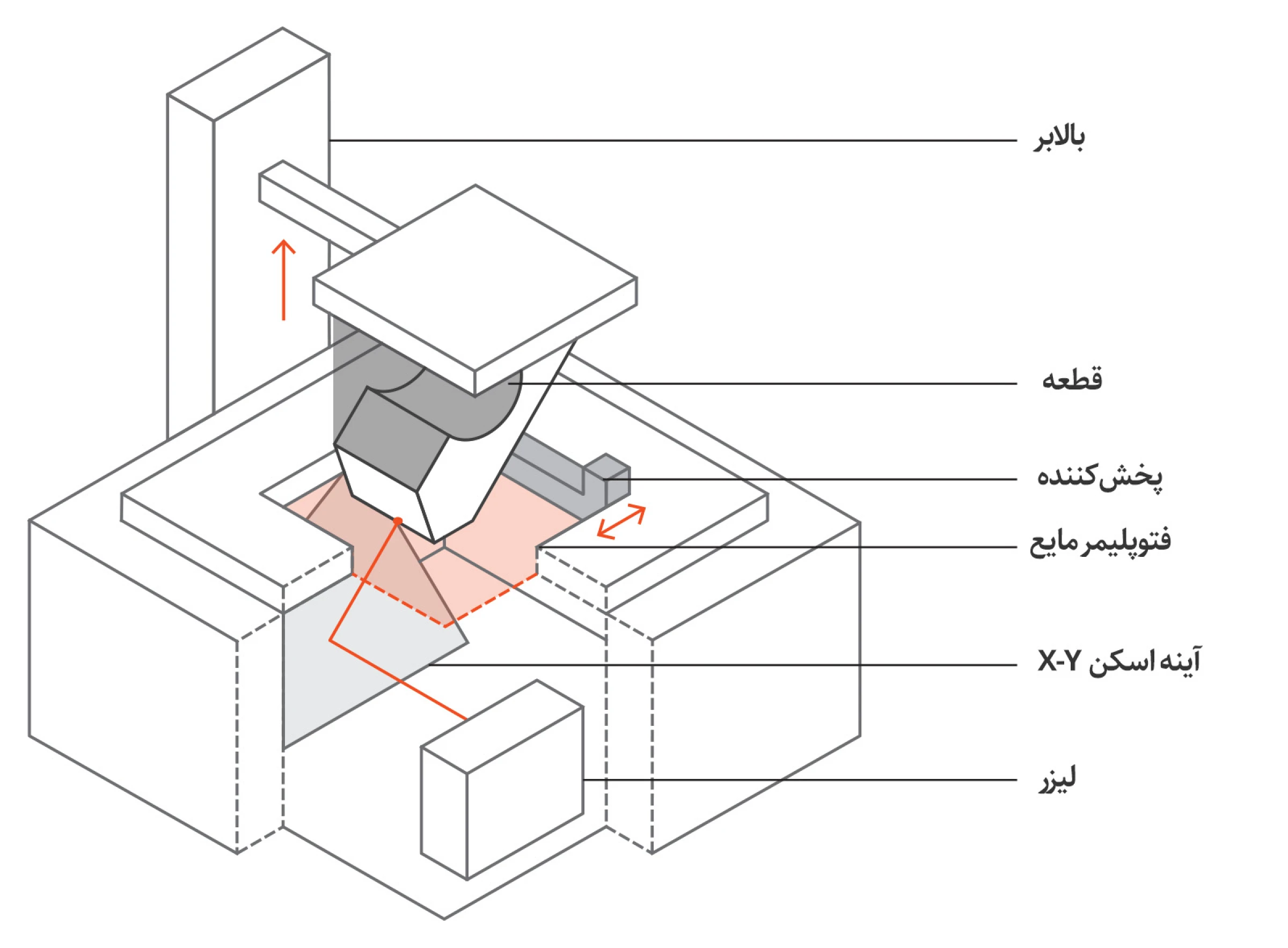
نمای شماتیک یک پرینتر سه بعدی SLA
تنظیمات پرینتر
در سیستم های پرینت سه بعدی SLA بیشتر توسط سازنده دستگاه تعیین شده و قابل تغییر نیستند. تنها متغیرهای قابل تعیین در این تکنولوژی ضخامت لایه و جهت گیری قطعه هستند.(جهت گیری قطعه مکان ساپورت ها را تعیین می کند.)
ضخامت لایه معمول در SLA بین ۲۵ تا ۱۰۰ میکرون است.در ضخامت لایه های پایین تر هندسه انحنا ها دقیق تر ساخته می شود اما زمان ساخت قطعه بالا می رود.(و به طبع هزینه ساخت) همچنین در ضخامت لایه های پایین تر احتمال ایجاد مشکل در پروسه پرینت سه بعدی بالاتر است. ضخامت لایه ۱۰۰ میکرون برای بیشتر کاربرد ها مناسب است.
اندازه ساخت هم از متغیرهایی است که برای طراح می تواند اهمیت زیادی داشته باشد. بزرگترین اندازه قابل ساخت به ماشین پرینتر سه بعدی SLA وابسته است. به طور کلی دو نوع مکانیزم پرینتر سه بعدی SLA وجود دارد: مکانیزم “بالا به پایین” و مکانیزم “پایین به بالا”.
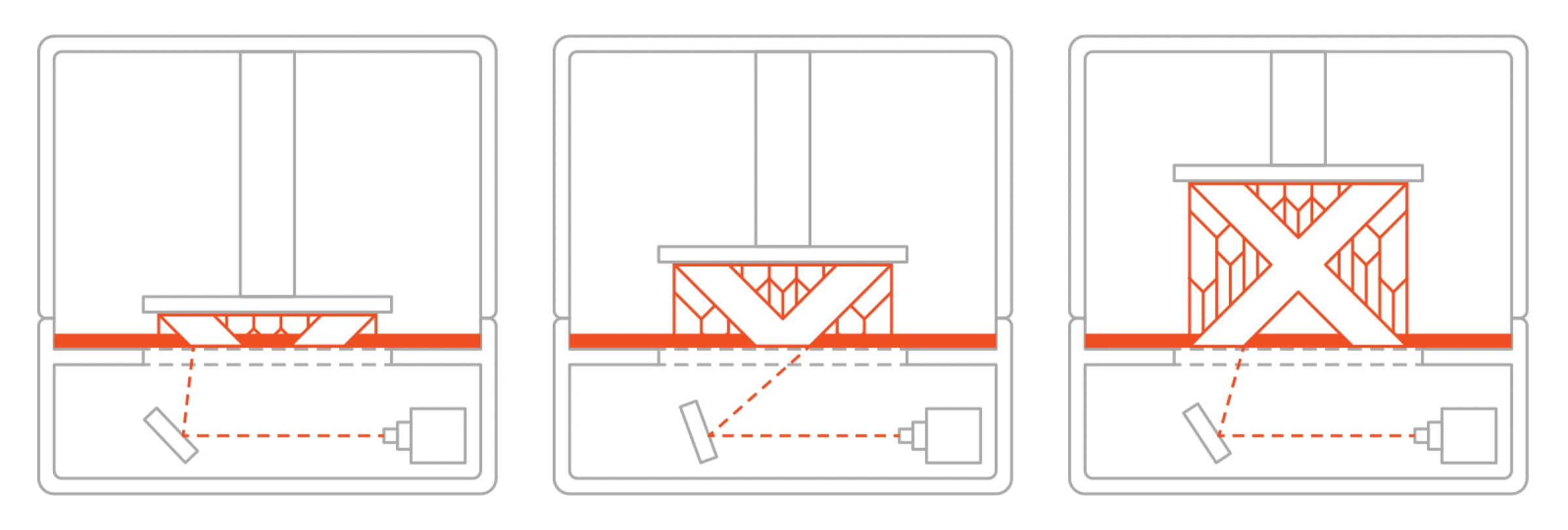
در پرینترهای SLA بالا به پایین منبع لیزر بالای تانک قرار دارد و قطعه از بالا ساخته می شود. پلتفرم ساخت در حالت اولیه در بالاترین قسمت تانک رزین قرار گرفته و با انجماد هر لایه پایین می آید.
نمای شماتیک پرینتر سه بعدی SLA “بالا به پایین”
در پرینتر سه بعدی SLA “پایین به بالا” منبع نور برخلاف نوع قبلی در زیر تانک رزین قرار داده می شود و قطعه از پایین به بالا ساخته می شود. زیر تانک یک سطح شفاف با پوشش سیلیکونی قرار دارد که نور لیزر را از خود عبور می دهد و رزین جامد شده به آن نمی چسبد. پس از ساخت هر لایه، رزین جامد از پایین تانک جدا شده و پلتفرم ساخت یک مرحله بالا می رود. به این قسمت مرحله لایه برداری گفته می شود.
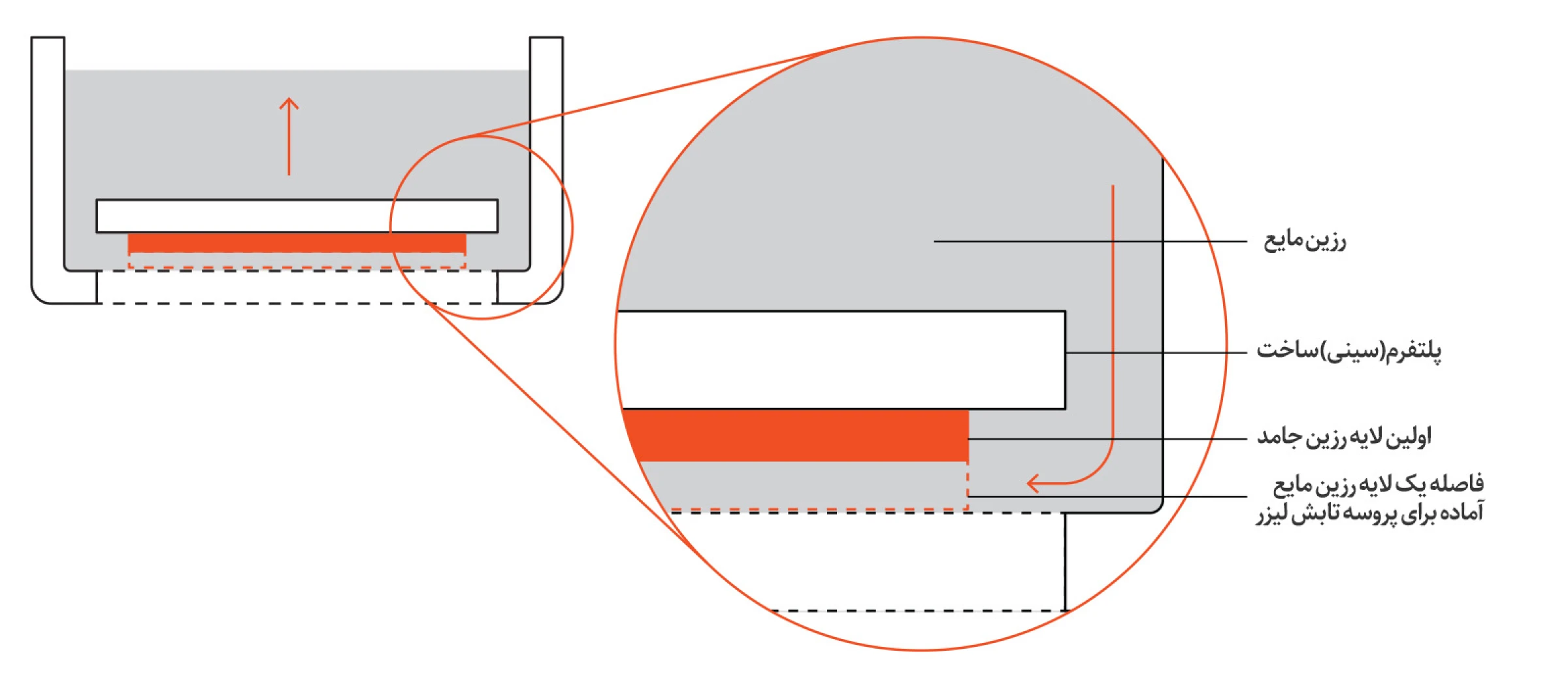
نمای شماتیک یک پرینتر سه بعدی SLA پایین به بالا
بیشتر پرینترهای سه بعدی SLA رومیزی -مثل پرینتر Formlabs- با سیستم های پایین به بالا کار می کنند. سیستم های بالا به پایین بیشتر برای سیستم های صنعتی SLA به کار می روند. ساخت و استفاده از پرینتر های سه بعدی SLA ساده تر است اما به دلیل فشاری که به قطعه هنگام فرآیند لایه برداری وارد می شود اندازه ساخت آنها محدود است، در مقابل ابعاد ساخت پرینتر های سه بعدی بالا به پایین می تواند بدون کاهش دقت تا ابعاد بسیار بزرگ افزایش پیدا کند، ساخت و تهیه قطعات این پرینتر های سه بعدی صنعتی بسیار هزینه بر می تواند باشد.
جدول زیر ویژگی ها، شباهت ها و اختلافات این دو نوع جهتگیری پرینتر را به طور خلاصه نشان می دهد:
| پرینتر سه بعدی پایین به بالا(Bottom-Up) SLA | پرینتر سه بعدی پایین به بالا(Top-Down) SLA | |
| مثبت |
|
|
| منفی |
|
|
| برندهای مشهور سازنده | Formlabs | 3D Systems |
| ابعاد ساخت | ۱۴۵ x 145 x 175 mm | ۱۵۰۰ x 750 x 500 mm |
| ضخامت لایه معمول | ۲۵ to 100 microns | ۲۵ to 150 microns |
| دقت ابعادی | ± ۰.۵% (کمترین مقدار: ± ۰.۰۱ – ۰.۲۵ mm) | ± ۰.۱۵% (کمترین مقدار ± ۰.۰۱ – ۰.۰۳ mm) |
سازه ساپورت
سازه ساپورت همواره در ساخت قطعات استریولیتوگرافی باید وجود داشته باشه. متریال ساپورت ها با قطعه اصلی یکسان است، ساپورت ها پس از پرینت سه بعدی باید از قطعه کنده شوند. جهت گیری قطعه محل و میزان ساپورت را مشخص می کند. توصیه می شود جهت گیری قطعه طوری تعیین شود که سطوحی که از نظر ظاهری اهمیت بالایی دارند با سازه ساپورت تماس نداشته باشند.
پرینتر های سه بعدی SLA پایین به بالا و بالا به پایین به شیوه های متفاوتی از سازه ساپورت استفاده می کنند:
در پرینتر سه بعدی SLA بالا به پایین (Top-down) نیاز به ساپورت مشابه پرینتر FDM است. ساپورت ها صرفا برای پرینت دقیق بیرون زدگی ها و پل(بریج) ها استفاده می شوند. زاویه بحرانی ساپورت در این پرینتر ها حدود ۳۰ درجه است. قطعه می تواند هر جهت گیری ای داشته باشد. قطعات معمولا به طور تخت پرینت می شوند تا نیاز به سازه ساپورت به حداقل برسد.
در پرینتر سه بعدی SLA پایین به بالا (Bottom-Up) پل(بریج) ها و بیرون زدگی ها باز هم نیازمند ساپورت هستند اما ویژگی دیگری که در پرینت SLA وجود دارد مقاوم سازی قطعه در برابر نیروهای وارده بر آن در پروسه لایه برداری است. برای اینکه نیروی وارده در قطعه پخش شود نیاز است که قطعات به طور مایل روی سینی ساخت قرار گیرند و این مسئله موجب افزایش حجم ساپورت می شود.
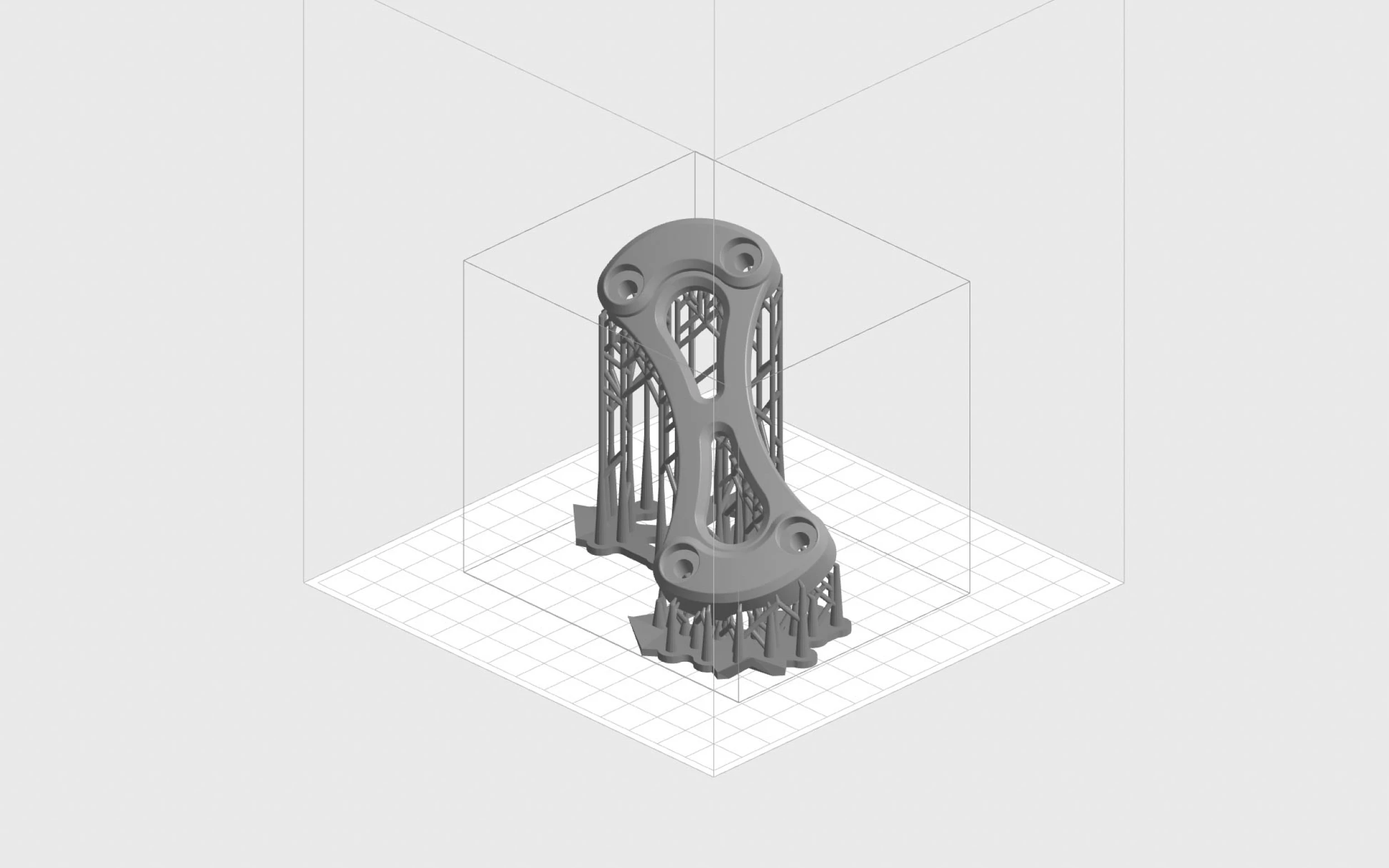
جهت گیری قطعه برای پرینت سه بعدی SLA پایین به بالا(Bottom-Up)
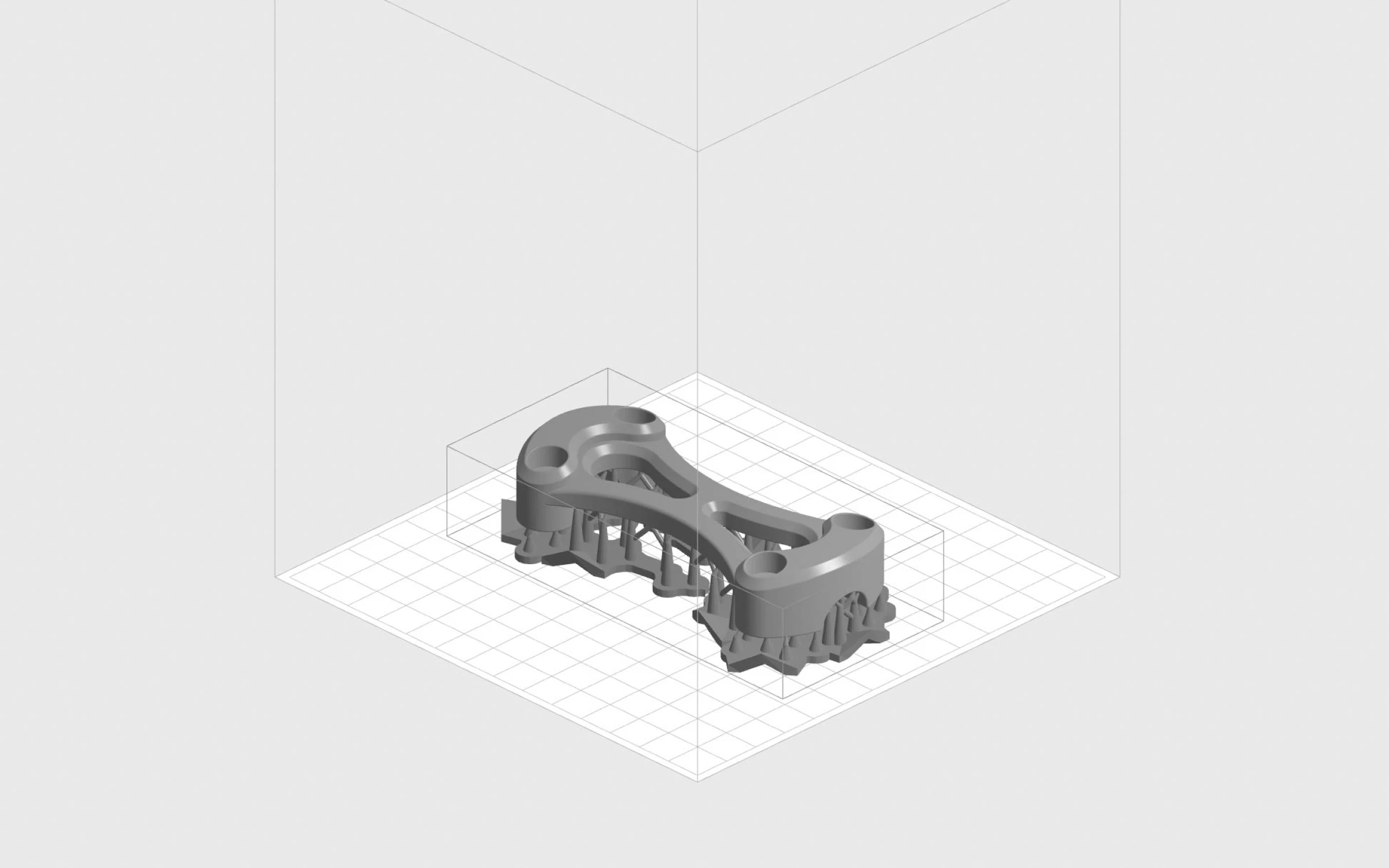
جهت گیری قطعه برای پرینت سه بعدی با یک پرینتر SLA بالا به پایین (Top-Down)

کندن سازه ساپورت از قطعه SLA به صورت دستی
پیچش
یکی از اصلی ترین مشکلات در پرینت سه بعدی SLA پیچش یا پیچ خوردن قطعه است. این خطا مشابه مشکل تاب برداشتن قطعات در پرینت سه بعدی FDM است.
در پروسه انجماد رزین، قرار گرفتن قطعه در معرض منبع نور موجب انقباض جزئی قطعه می شود. در مواقعی که این انقباض قابل توجه است، بین هر لایه و لایه قبلی فشار زیادی وارد شده که می تواند موجب پیچش قطعه شود.
چسبندگی لایه ها
قطعاتی که با پرینتر سه بعدی SLA ساخته می شوند برخلاف قطعات FDM خواص مکانیکی ایزوتروپی دارند به این معنا که دارای مقاومت یکسانی در جهت های مختلف هستند. این قطعات رفتار یکسانی در برابر نیروی وارده از هر جهت دارند.
این خاصیت به دلیل تابش چندین باره پرتوی لیزر به سطح رزین است. رزین با یک بار تابش لیزر نمی تواند به طور کامل جامد شود به همین دلیل عبور چندباره لیزر از سطح قطعه نیاز است و این مسئله موجب ایجاد پیوند های بسیار بادوام بین لایه های قطعه می شود.
در پرینت سه بعدی SLA ، پروسه جامد و کیور کردن رزین حتی پس از پرینت هم ادامه پیدا می کند.
برای رسیدن به بهترین خواص مکانیکی ، قطعات SLA باید پست-کیور شوند. این کار با قرار دادن قطعات در یک محفظه نور UV که در برخی موارد دمای بالایی دارد انجام می شود. این پروسه مقامت گرمایی و استحکام قطعه را به طرز قابل توجهی افزایش می دهد اما در مقابل میزان شکنندگی قطعه بالا می رود.
برای مثال دو قطعه با یک پرینتر سه بعدی رومیزی SLA با متریال یکسان رزین استاندارد ساخته می شوند. قطعه ای که پست-کیور می شود تقریبا دو برابر مقاومت کششی بالاتری نسبت به قطعه پست-کیور نشده دارد.(۶۵ مگاپساکال در برابر ۳۸ مگاپاسکال) این قطعه همچنین می تواند در دماهای بالاتری مقاومت خوبی از خود نشان دهد( حداکثر دمای ۵۸درجه در برابر ۴۲درجه حالت عادی) در مقابل انعطاف پذیری(افزایش طول در نقطه شکست) قطعه دوم تقریبا نصف قطعه اولیه است(۶.۲% در برابر ۱۲%)
قرار گرفتن قطعه در معرض نور آفتاب هم باعث بهبود مقاومت قطعه می شود، در مقابل تماس مداوم با نور UV بر روی خصوصیات فیزیکی و ظاهری قطعه های SLA تاثیر منفی می گذارد: قطعه تحت تماس بیش از حد با نور فرابنفش در گذر زمان ممکن است پیچ خورده، بیش از حد شکننده شده و تغییر رنگ دهد. به همین دلیل معمولا پوشش سطح قطعه با رنگ اکرلیک UV شفاف بسیار توصیه می شود.
همه مواد اولیه SLA در قالب رزین مایع هستند. قیمت هر لیتر رزین از حدود ۵۰$ (برای متریال استاندارد) تا ۴۰۰$ (برای رزین های خاص مثل رزین قالبگیری و دندانسازی) می تواند باشد. سیستم های پرینتر سه بعدی صنعتی SLA طیف گسترده تری از مواد را نسبت به دستگاه های رومیزی می توانند در اختیار کاربر قرار دهند. این متریال ها امکان کنترل کامل خواص مکانیکی قطعه را به طراح می دهند.
متریال های SLA و DLP -ترموست ها- شکننده تر از متریال های پرینتر های سه بعدی FDM یا SLS -ترموپلاستیک ها- هستند.قطعه هایی که با پرینتر SLA ساخته می شوند زیاد به عنوان قطعات کاربردی که تحت فشار زیادی قرار دارند مناسب نیستند. پیشرفت در مواد اولیه می تواند در آینده نزدیک امکان ساخت و استفاده از این نوع قطعات را هم فراهم کند.
جدول زیر ویژگی های مثبت و منفی هرکدام از رزین های معمول موجود در بازار را به طور خلاصه نشان می دهد:
| متریال ها | ویژگی ها |
| رزین استاندارد |
|
| رزین با جزئیات |
|
| رزین شفاف |
|
| رزین قالبگیری |
|
| رزین بادوام (تاف) |
|
| رزین مقاوم حرارتی |
|
| رزین دندانپزشکی (دندانسازی) |
|
| رزین انعطاف پذیر |
|
پرداخت و پولیش (پست پروسس)
قطعاتی که با پرینتر سه بعدی SLA می توانند تا حد رسیدن به یک محصول نهایی پرداخت شوند. روش های پرداخت متنوعی برای این قطعات از جمله پولیش، پوشش اسپری، سمباده کاری و استفاده از یک روغن معدنی خاص وجود دارد.برای اطلاع دقیق از شیوه پرداخت و پست پروسس قطعات SLA می توانید این بخش را مطالعه کنید.

مراحل مختلف پرداخت و پست پروسس یک قطعه SLA شفاف.
از چپ به
راست: کندن دستی ساپورت ها ، سمباده تر، پوشش محافظ اکرلیک و پولیش.
فواید و محدودیت های اصلی تکنولوژی پرینت سه بعدی SLS به طور خلاصه در پایین آورده شده اند:
- پرینتر سه بعدی SLA می تواند قطعات را با دقت ابعادی بسیار بالا جزئیات کوچک بسازد.
- سطح قطعات SLA بسیار نرم و با کیفیت است. SLA برای نمونه سازی هایی که شکل ظاهری آنها در اولویت است یک تکنولوژی ایده آل است.
- متریال های خاص SLA هم مثل رزین های شفاف، انعطاف پذیر و قالبگیری موجود هستند.
- به طور کلی قطعات SLA شکننده هستند و زیاد برای نمونه های کاربردی مناسب نیستند.
- با قرار گرفتن قطعات SLA در معرض نور خورشید خواص مکانیکی و ویژگی های ظاهری آنها به مرور زمان تضعیف می شود.
- سازه ساپورت همیشه لازم است و برای محو کردن جای ساپورت ها نیاز به پرداخت و پست پروسس وجود دارد.
ویژگی های اصلی تکنولوژی پرینت سه بعدی SLA یا استریولوتوگرافی در جدول زیر به طور خلاصه بیان شده اند:
| Stereolithography (SLA) | |
| متریال ها | رزین های فتوپلیمر (ترموست ها) |
| دقت ابعادی | ± ۰.۵% (lower limit: ± ۰.۱۰ mm) – رومیزی ± ۰.۱۵% (lower limit ± ۰.۰۵ mm) – صنعتی |
| ابعاد ساخت معمول | ۱۴۵ x 145 x 175 mm – رومیزی ۱۵۰۰ x 750 x 500 mm – صنعتی |
| ضخامت لایه معمول | ۲۵ – ۱۰۰ microns |
| ساپورت | همیشه لازم است(برای ساخت قطعه دقیق) |
اگر متن را کامل نخواندید:
- بهترین انتخاب نمونه سازی سریع برای نمایش فرم و ظاهر قطعه پرینتر سه بعدی SLA است.
- پرینتر سه بعدی SLA رومیزی برای تولید قطعات کوچک (کوچکتر از یک مُشت) با هزینه بهینه یک تکنولوژی ایده آل است.
- ماشین های SLA صنعتی می توانند قطعات بسیار بزرگ بسازند(تا ۱۵۰۰*۷۵۰*۵۰۰ میلیمتر)
