








آشنایی با تکنولوژی پرینت سه بعدی پلی جت | متریال جتینگ
در این بخش ما ویژگی ها و خصوصیات پایه ای تکنولوژی پرینت سه بعدی پلی جت را بررسی می کنیم. با مطالعه ی این بخش از مدرسه پرینت سه بعدی می توانید اطلاعاتی از مکانیک پرینتر سه بعدی پلی جت و دیگر تکنولوژی های پرینت سه بعدی متریال جتینگ ، ویژگی های مثبت و محدودیت های آن در نمونه سازی سریع و ساخت محصول نهایی کسب کنید.
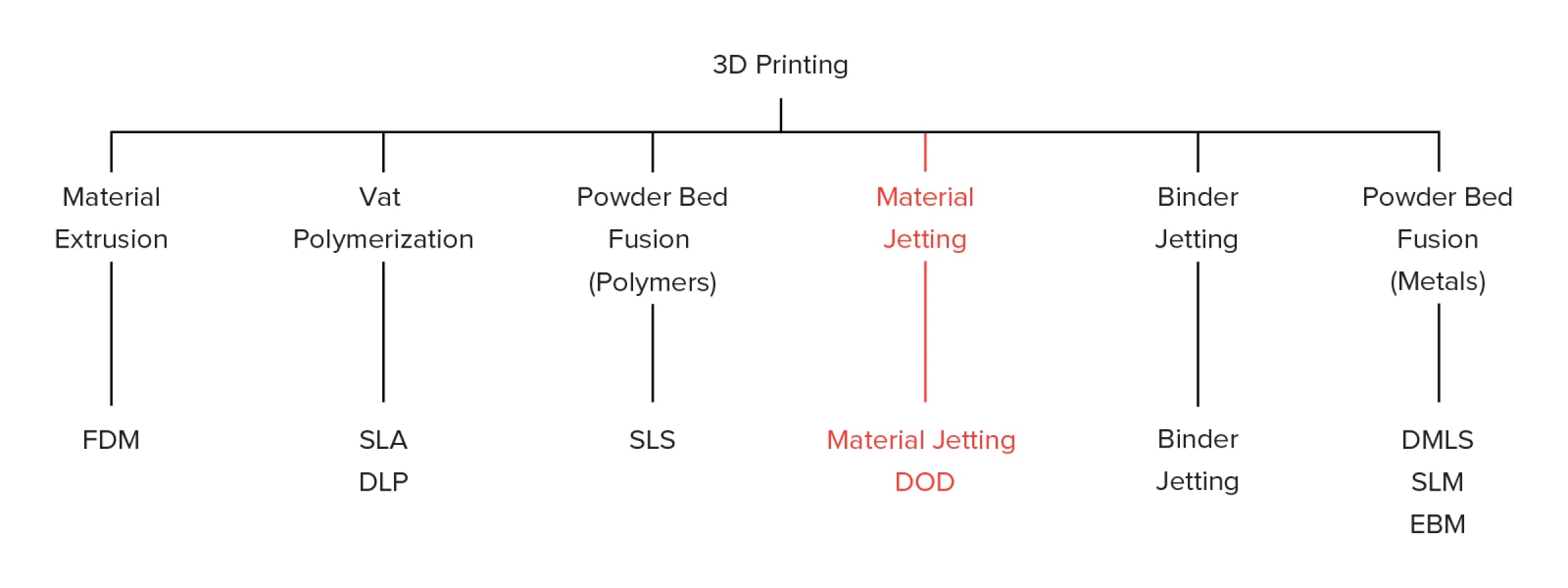
متریال جتینگ یک پروسه ساخت افزودنی است که شیوه کار آن شبیه به پرینتر های دو بعدی است. در متریال جتینگ هدِ پرینتر سه بعدی (مشابه هدِ پرینتر های معمول جوهرافشان) قطرات متریال حساس به نور را در سطح پخش می کند. این قطرات با تابش آنی نور UV یا فرابنفش جامد شده و قطعه به صورت لایه به لایه ساخته می شود.
مواد اولیه مورد استفاده در پلی جت و دیگر سیستم های متریال جتینگ ترموست های حساس به نور(اکرلیک) هستند. (مشابه تکنولوژی های SLA و DLP) این ترموست ها در قالب رزین مایع هستند.
متریال جتینگ قطعات را با دقت ابعادی بسیار بالا و سطوح نرم تولید می کند. پرینت مولتی متریال و گستره زیادی از متریال ها (مانند متریال شبه-ABS ، شبه-لاستیک و مواد اولیه کاملا شفاف) در تکنولوژی پلی جت قابل استفاده هستند. این ویژگی ها پرینتر سه بعدی پلی جت را به یک گزینه جذاب برای نمونه ها و قالب های تزریق پلاستیک تبدیل می کند.
یک دسته از پرینتر های سه بعدی متریال جتینگ از هِد پرینت DOD (Drop-on-Demand) برای توزیع مایعات چسبناک و ساخت قطعات از مواد اولیه ای مشابه موم استفاده می کند.
پرینتر سه بعدی DOD صرفا برای ساخت قالب های ریخته گری دقیق استفاده می شود.
پروسه پرینت سه بعدی Polyjet | متریال جتینگ
در ادامه شیوه کار پرینترهای سه بعدی متریال جتینگ مانند پلی جت آورده شده است:
- در ابتدا،دمای رزین مایع تا ۳۰-۶۰ درجه بالا برده می شود تا به چسبندگی موردنظر برسد.
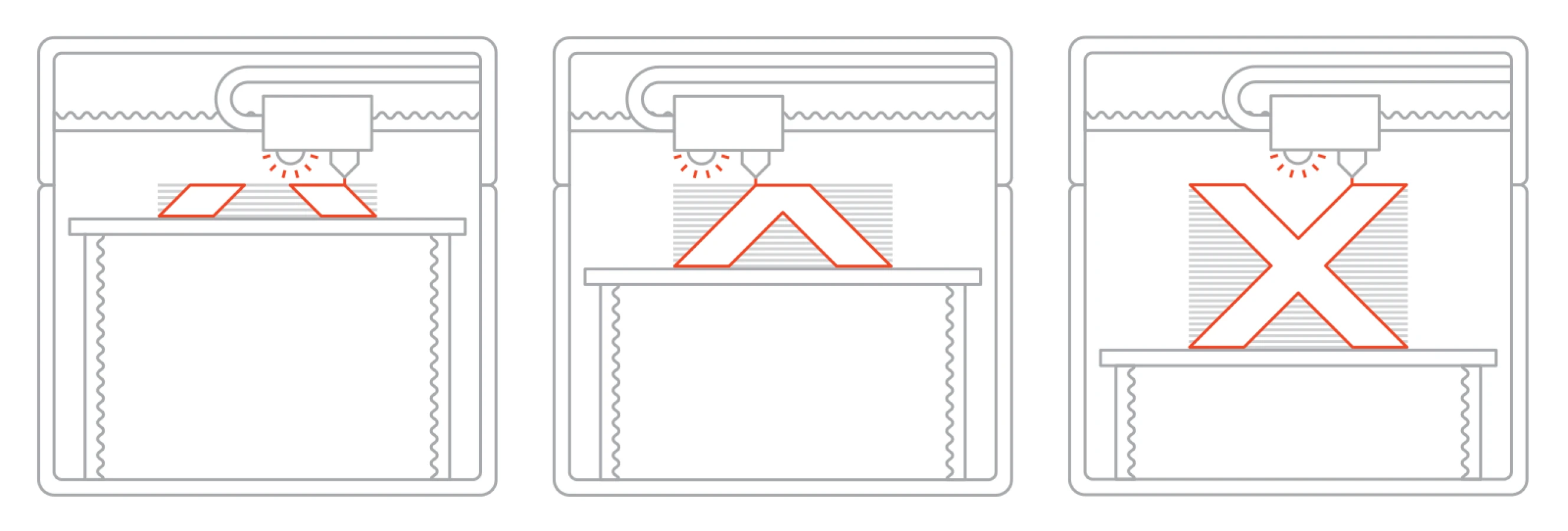
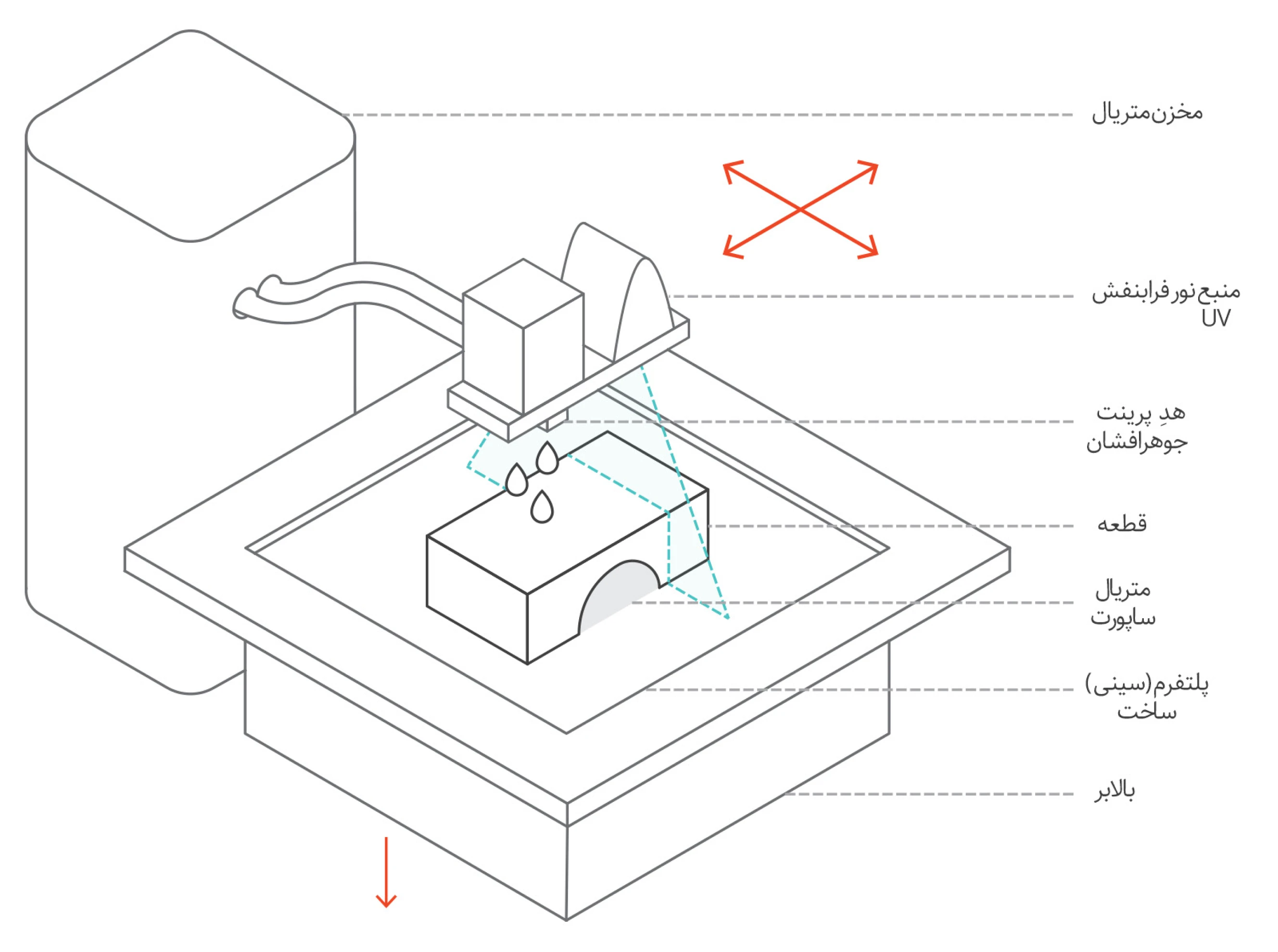
- در مرحله بعدی، هدِ پرینتر روی پلتفرم ساخت حرکت کرده و صدها قطره کوچک متریال فتوپلیمر در مکان های مشخص توزیع می شوند.
- یک منبع نور فرابنفش (UV) که به هد پرینت متصل است به مواد توزیع شده تابیده شده و لایه اول را می سازد.
- پس از اتمام ساخت لایه، پلتفرم ساخت به اندازه یک لایه به پایین حرکت کرده و پروسه تا زمان ساخت کامل قطعه تکرار می شود.
برخلاف بیشتر تکنولوژی های پرینت سه بعدی دیگر، پرینتر سه بعدی پلی جت متریال را به صورت خطی توزیع می کند. چندین هدِ پرینت جوهرافشان در کنار یکدیگر روی واگن حمل قرار دارند و متریال را با یک بار عبور از پلتفرم ساخت، روی آن پخش می کنند. داشتن چندین هدِ پرینت امکان توزیع مواد اولیه مختلف را در یک نوبت پرینت سه بعدی فراهم می کند.
پرینت سه بعدی مولتی-متریال(پرینت سه بعدی با استفاده از چندین ماده اولیه متفاوت)، پرینت سه بعدی تمام رنگی و ساخت سازه ساپورت محلول در آب با این پرینتر های سه بعدی بسیار معمول است. در پرینتر سه بعدی پلی جت سازه ساپورت همیشه لازم است و برای حذف آن نیاز به پرداخت و پست پروسس است.
ماده اولیه مایع در پرینتر سه بعدی پلی جت و دیگر پرینتر های سه بعدی این خانواده، به وسیله پروسه ای با عنوان فتوپلیمریزاسیون جامد می شود. مشابه این مکانیزم در پرینتر سه بعدی SLA و DLP هم استفاده می شود.
قطعاتی که با پرینتر سه بعدی پلی جت ساخته می شوند خواص مکانیکی و گرمایی همگن و ایزوتروپیک مشابه SLA دارند اما برخلاف SLA برای بهبود خواص خود نیازمند پست-کیور و قرارگیری مجدد در معرض نور UV نیستند. این تفاوت به خاطر ضخامت لایه های بسیار پایین این تکنولوژی است.
پرینت سه بعدی Polyjet
تنظیمات پرینتر
در متریال جتینگ و پرینت سه بعدی پلی جت تقریبا همه متغیرهای پروسه توسط سازنده پرینتر سه بعدی به طور پیش فرض تعیین شده اند. حتی ضخامت لایه نیز وابسته به ماده اولیه مورد استفاده ثابت است، این مسئله به خاطر فیزیک پیچیده شکل گیری قطرات پلیمر است. پر استفاده ترین ضخامت لایه در پلی جت ۱۶ تا ۳۲ میکرون است.
تکنولوژی متریال جتینگ یکی از دقیق ترین تکنولوژی های پرینت سه بعدی برای نمونه سازی محسوب می شود. پرینتر های سه بعدی متریال جتینگ دقت ابعادی ± ۰.۱% ، با کمترین مقدار خطای ± ۰.۱ میلیمتر دارد.(این خطا می تواند در برخی مواقع تا ± ۰.۰۲ میلیمتر پایین بیاید)
در پرینتر سه بعدی پلی جت احتمال تاب برداشتن قطعه وجود داشته ولی به اندازه دیگر تکنولوژی ها مثل FDM یا SLS پدیده معمولی نیست چون پرینت سه بعدی در دمای نزدیک به دمای اتاق انجام می شود. به همین دلیل قطعات خیلی بزرگ می توانند با دقت بسیار بالا با استفاده از پرینتر سه بعدی پلی جت ساخته شوند.
بزرگترین ابعاد قابل ساخت با پرینتر سه بعدی پلی جت و دیگر تکنولوژی های پرینت سه بعدی جتینگ به طور عادی حدود ۳۸۰*۲۵۰*۲۰۰ میلیمتر است اما دستگاه های صنعتی و خاص می توانند ابعادی تا ۱۰۰۰*۸۰۰*۵۰۰ میلیمتر را پوشش دهند.
پرینت سه بعدی تمام رنگی و مولتی-متریال
یک مزیت کلیدی تکنولوژی متریال جتینگ قابلیت ساخت دقیق قطعات مولتی-متریال و چند رنگ است که محصولات نهایی را به خوبی می توانند نمایش دهند.
پرینت سه بعدی مولتی-متریال و چند رنگ در متریال جتینگ می تواند در سه سطح مختلف انجام شود:
- در پلتفرم(سینی) ساخت، قطعات مختلف می توانند در رنگ های و جنس های مختلف پرینت سه بعدی شده و پروسه ساخت را سرعت بخشند.
- در سطح قطعه، مقاطع مختلف یک قطعه می توانند با جنس ها یا رنگ های مختلف پرینت شوند.(برای مثال می توان در یک نوبت پرینت یک کِیسِ محکم با دکمه های انعطاف پذیر ساخت.)
- در سطح متریال، دو یا چند رزین قابل پرینت می توانند پیش از توزیع متریال با هم ترکیب شده و یک “دیجیتال متریال” با ویژگی های فیزیکی خاص مثل سختی یا رنگ های مخصوص به وجود آورند.
برای تعیین متریال ها یا رنگ های مختلف برای هرکدام از بخش های قطعه، این بخش ها باید به طور جداگانه با فرمت STL ذخیره شوند. هنگام ترکیب خواص متریال ها و رنگ ها برای ساخت یک دیجیتال متریال، مدل سه بعدی حتما باید در فرمت های OBJ یا VRML ذخیره شود. این فرمت ها اجازه تعیین خواص ویژه (مثل تکسچر و رنگ) برای هر وکسِل(پیکسل سه بعدی) مدل را می دهند.
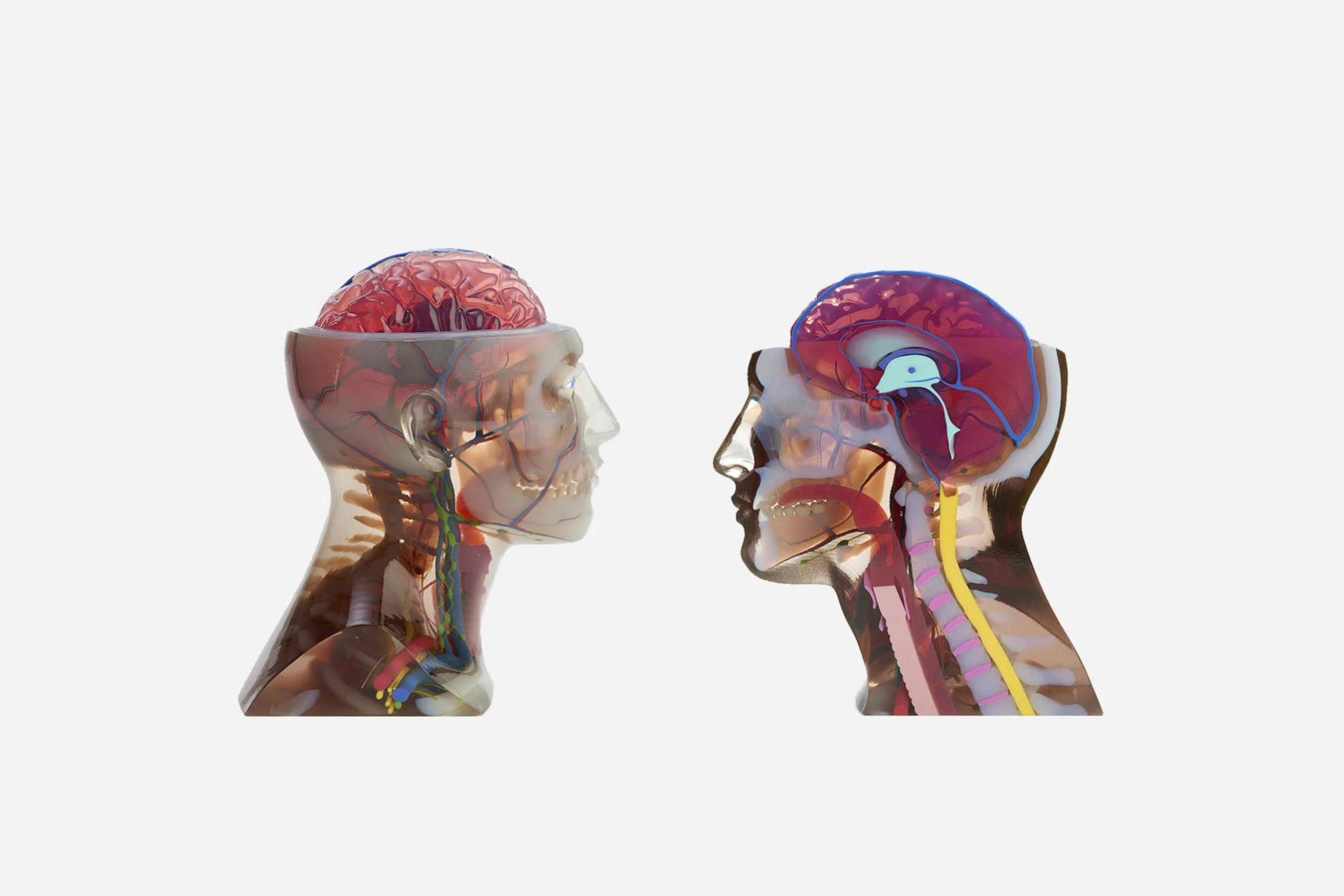
صنعت پزشکی برای ساخت مدل های آموزشی پزشکی از پرینت تمام رنگی متریال جتینگ استفاده می کند.
یک نمونه پرینت سه بعدی مولتی متریال تشکیل شده از بخش هاش سفید محکم و مشکی انعطاف پذیر لاستیکی.
سازه ساپورت
سازه های ساپورت همیشه در پرینت سه بعدی پلی جت مورد نیاز هستند. این ساپورت ها همواره با یک ماده ثانویه محلول در آب ساخته شده و پس از پرینت با استفاده از آب فشار قوی یا حمام فراصوت ، بدون گذاشتن تاثیری روی سطوح قطعه در آب حل می شوند.
جهت گذاری قطعه در متریال جتینگ و پلی جت نسبت به تکنولوژی های پرینت سه بعدی دیگر مثل FDM SLA اهمیت کمتری دارد اما بی اهمیت نیست چرا که استفاده بیشتر از ساپورت هزینه تمام شده قطعه را هم بالا می برد.
مات در برابر براق
پرینتر سه بعدی پلی جت و دیگر دستگاه های متریال جتینگ امکان پرینت قطعات به صورت مات و یا براق را دارند.
در تنظیمات براق، متریال ساپورت تنها وقتی اضافه می شود که از نظر سازه ای نیاز به آن وجود دارد. سطوحی که در تماس مستقیم با ساپورت نیستند براق خواهند شد در حالی که سطوح دارای ساپورت رنگی مات خواهند داشت. در تنظیمات مات، یک لایه نازک از متریال ساپورت کل قطعه را پوشش می دهد و به این شکل همه سطوح حالت مات خواهند داشت.
اگر قطعه نیازمند سطوح نرم براق باشد، باید تنظیمات براق پرینتر انتخاب شود. هزینه پرینت سه بعدی براق به دلیل استفاده کمتر از مواد اولیه پایین تر است اما در مقابل سطح قطعه ناهمگن شده و گوشه های تیز مقداری نرم و غیر دقیق ساخته می شوند.
اگر قطعه تان نیازمند دقت بالا و سطح همگن باشد، بهتر است تنظیمات مات پرینتر سه بعدی را انتخاب کنید.
با توجه به مصرف بیشتر مواد اولیه و پرداخت و پست پروسس زمان بر، هزینه پرینت سه بعدی مات کمی بالاتر است. سطوح قطعاتی که با تنظیمات مات پرینت سه بعدی می شوند سختی کمتری دارند.

یک قطعه که نیمی از آن براق و نیمی از آن مات پرینت شده است.
پرینتر سه بعدی پلی جت و دیگر پرینترهای متریال جتینگ از رزین های ترموست فتوپلیمر برای ساخت قطعات استفاده می کند. این رزین ها از نظر خواص و محدودیت ها مشابه رزین های پرینتر سه بعدی SLA هستند.(شکننده هستند، دمای خمش گرمایی پایینی داشته و مستعد استهلاک هستند.) این رزین ها نسبت به رزین های SLA و DLP چسبندگی کمتری داشته، ظاهری شبیه به جوهر دارند و بسیار گران تر از رزین های SLA هستند.(هر کیلوگرم بین ۳۰۰ تا ۱۰۰۰دلار)
پرینت سه بعدی مولتی-متریال یکی از نقاط قوت تکنولوژی متریال جتینگ است، این قابلیت امکان نمونه سازی قطعه هایی با تاکید بر حواس بینایی و لمسی دقیق را فراهم می کند. متریال های ویژه بهینه سازی شده برای صنعت های مختلف هم برای این پرینتر موجود هستند. این مواد اولیه مهندسی در انواع صنعت ها از جمله پزشکی، تزریق پلاستیک و برای شکل دهی با استفاده از حرارت استفاده می شوند.
جدول زیر قابلیت ها و محدودیت های مواد اولیه پرکاربرد در پرینتر های سه بعدی متریال جتینگ را به طور خلاصه نشان می دهد:
| ماده اولیه | ویژگی ها |
| استاندارد |
|
| انعطاف پذیر |
|
| پلیپروپیلن شبیه سازی شده |
|
| شبه ABS |
|
| قالبگیری |
|
| حرارت بالا |
|
| شفاف |
|
| پزشکی |
|
ویژگی های کلیدی مثبت و منفی تکنولوژی پرینت سه بعدی متریال جتینگ در ادامه به طور خلاصه آورده شده اند:
- پرینت سه بعدی پلی جت می تواند قطعاتی با سطوح نرم و قابل قیاس با تزریق پلاستیک تولید کند. این پرینتر سه بعدی از دقت بسیار بالایی برخوردار است.
- قطعاتی که با پرینتر های سه بعدی متریال جتینگ ساخته می شوند، خواص مکانیکی و حرارتی همگنی دارند.
- قابلیت ساخت قطعات با چند متریال (مولتی-متریال) پرینتر سه بعدی متریال جت امکان ساخت نمونه های دقیق ظاهری و قابل لمس را فراهم می کند.
- قطعاتی که با تکنولوژی پرینت سه بعدی متریال جتینگ ساخته می شوند معمولا مناسب نمونه های کاربردی نیستند ، این قطعات خواص مکانیکی ضعیفی داشته و معمولا شکننده هستند.
- مواد اولیه پرینتر سه بعدی پلی جت و دیگر سیستم های متریال جتینگ حساس به نور بوده و خواص مکانیکی آنها در طول زمان تحلیل می رود.
- هزینه بالای پرینت سه بعدی پلی جت و دیگر سیستم های پرینت سه بعدی متریال جتینگ باعث می شود که این تکنولوژی برای بسیاری از کاربردها اقتصادی نباشد.
راهنمای دقیق طراحی برای این تکنولوژی را در بخش های بعدی می توانید بخوانید.
ویژگی های اصلی تکنولوژی متریال جتینگ در جدول زیر آورده شده است:
| متریال جتینگ و پلی جت | |
| مواد اولیه | رزین اکرلیک فتوپلیمر (ترموست ها) |
| دقت ابعادی | ± ۰.۱% (کمترین مقدار خطا ± ۰.۰۵ میلیمتر) |
| بزرگترین ابعاد قابل ساخت | ۳۸۰ x 250 x 200میلیمتر (۱۰۰۰ x 800 x 500 تا) |
| ضخامت لایه معمول | ۱۶ تا ۳۲ میکرون |
| ساپورت | همیشه لازم است(پرینت با متریال محلول در آب) |
اگر این بخش را کامل نخواندید:
- تکنولوژی پرینت سه بعدی Polyjet و دیگر تکنولوژی های پرینت سه بعدی متریال جتینگ برای ساخت نمونه های ظاهری و لمسی با سطوح نرم ایده آل است. قطعاتی که با پرینتر سه بعدی پلی جت ساخته می شوند بسیار شبیه به قطعاتی هستند که با تزریق پلاستیک ساخته می شوند.
- متریال جتینگ امکان ساخت قطعه با مواد اولیه مهندسی خاصی را فراهم می کند که می توانند برای ماشین کاری و تزریق پلاستیک استفاده شوند.
- پرینتر های سه بعدی متریال جتینگ می توانند قطعات بسیار بزرگ ( تا ۱۰۰۰*۵۰۰*۵۰۰ میلیمتر) را بدون تاثیرگذاشتن روی دقت (± ۰.۱%) تولید کنند.
- برای پرینت مولتی-متریال یا چند رنگ قطعه، مدل خود را در قالب فایل های STL چند قسمتی ذخیره کنید. اگر قطعه شما طیفی از خواص و رنگ ها را در خود پوشش می دهد از فرمت های OBJ یا VRML استفاده کنید.