- محصول بسازید

- مدرسه پرینت سه بعدی
- تماس با ما







درباره ی تکنولوژی پرینت سه بعدی SLS
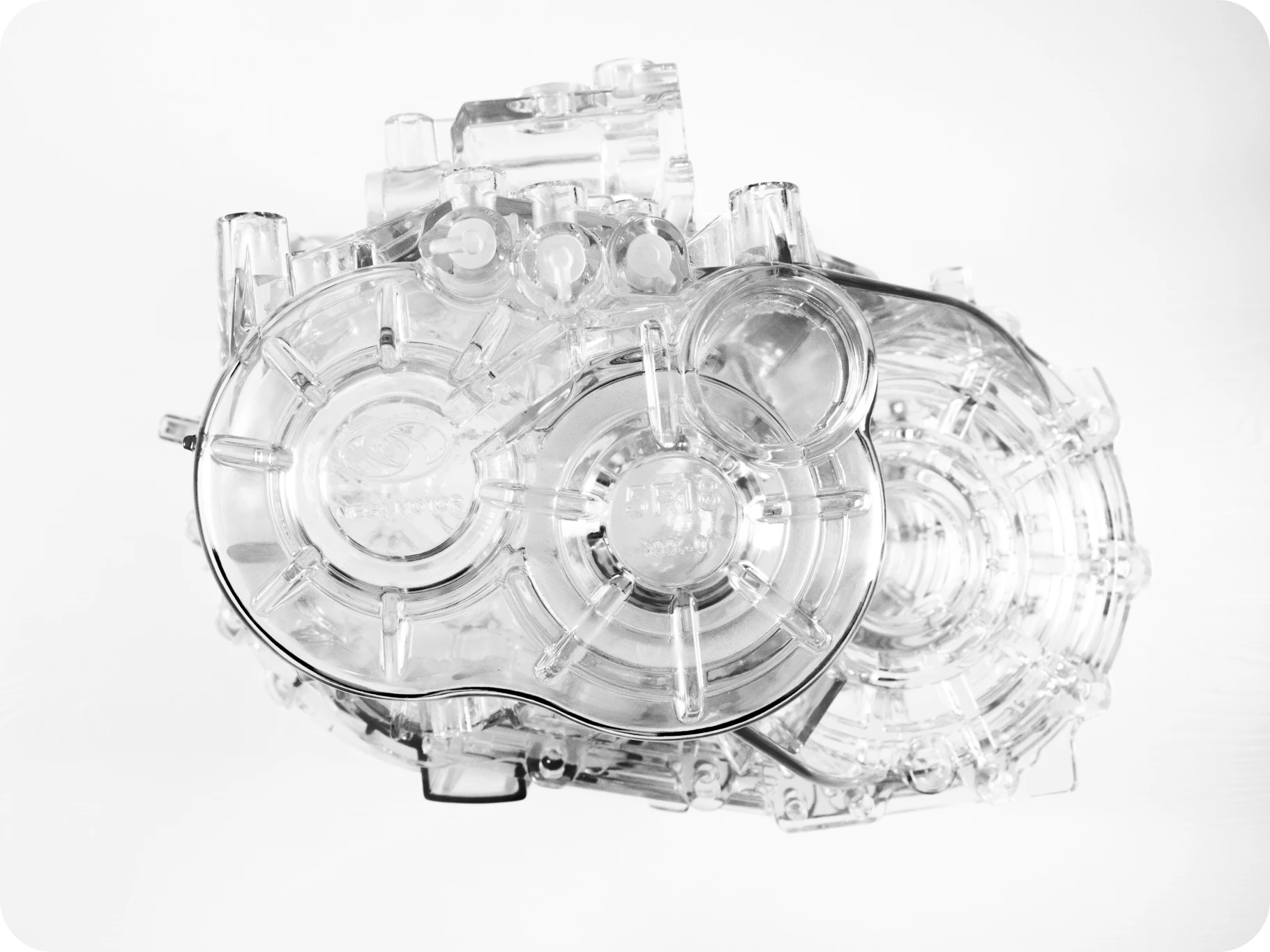
تکنولوژی SLS یک تکنولوژی پرینت سه بعدی نسبتا با سابقه و پرکاربرد است که در دهه ۸۰ میلادی توسعه یافته است. پرینترهای سه بعدی SLS با ذوب کردن انتخابی پودر پلیمرهای مختلف به وسیله یک لیزر پرتوان، امکان ساخت قطعاتی بادوام و دقیق را با استانداردهای مهندسی و در تیراژ فراهم میکنند.
فرایند پرینت سه بعدی SLS (Selective Laser Sintering) یا سینتر انتخابی با لیزر، شامل تاباندن پرتو لیزر با توان بالا به طور کنترل شده بر روی قسمتهای مشخصی از یک حجم پودر نایلون است. گرمای موضعی و کنترل شده لیزر، ذرات پودر را در نقاط مورد نظر ذوب و به هم متصل میکند و حالتی خمیری به آنها میدهد. این اتصال ذرات، تَفجوشی نامیده میشود.
پس از تفجوشی انتخابی هر لایه، برای ساخت کامل مدل سه بعدی، پرینتر به طور خودکار با استفاده از یک هد پاشنده پودر، یک لایه جدید از پودر پلاستیک را روی لایههای قبلی پخش میکند و فرآیند ذوب و اتصال ذرات برای لایه جدید تکرار میشود. ضخامت هر لایه در پرینت SLS معمولاً بین ۷۰ تا ۱۲۰ میکرون است.
SLS یک تکنولوژی پرینت سه بعدی قدرتمند و انعطافپذیر است که مزایای متعددی را برای طراحان، مهندسان و تولیدکنندگان ارائه میدهد. اگر به دنبال یک روش چاپ سه بعدی سریع، دقیق و با کیفیت بالا هستید، SLS میتواند گزینه مناسبی برای شما باشد. این تکنولوژی تقریبا در هر صنعتی که نیاز به نمونه سازی سریع یا تولید در تیراژ محدود داشته باشد از جمله هوافضا، صنایع پزشکی، خودروسازی و لوازم جانبی کاربرد دارد.

قیمت:
$
$
$
$
$
$
$
$
$
$

فرآیند تولید: کمتر از 14 روز کاری

نقاط قوت

نقاط ضعف
روند ثبت سفارش پرینت سه بعدی
طراحی و مدلسازی مدل سه بعدی
آپلود مدل سه بعدی وانتخاب متریال مناسب
شروع پروسه پرینت سه بعدی
ارسال محصول پرینت سه بعدی شده
برای تولید محصول با پرینتر سه بعدی به فایل سه بعدی نیاز است. فایل سه بعدی به فایلی گفته می شود که با انواع نرم افزارهای سه بعدی مانند راینو، کتیا، سالیدورکز یا... قابل طراحی است. فایل های سه بعدی فرمت های مختلفی دارند؛ مانند stl یا stp یا ... اما فرمت اصلی مورد استفاده در پرینترهای سه بعدی فرمت stl است. در واقع برای تولید محصول پرینت سه بعدی با پرینتر سه بعدی باید فایل را به فرمت stl تبدیل کرد.اگر طراحی سه بعدی نیستید و قصد تولید یک ایده یا مهندسی معکوس محصول خاصی را دارید، طراحان سه بعدی ما می توانند به شما کمک کنند. کافی است با پر کردن فرم سفارش طراحی سه بعدی، ایده یا محصولی که می خواهید مهندسی معکوس کنید را با ما در میان بگذارید تا متناسب با پروژه شما یکی از طراحان سه بعدی کاربلد جامعه طراحان سه بعدی 3DFAST را به پروژه شما اختصاص دهیم.
طراحی و مدلسازی مدل سه بعدی
برای تولید محصول با پرینتر سه بعدی به فایل سه بعدی نیاز است. فایل سه بعدی به فایلی گفته می شود که با انواع نرم افزارهای سه بعدی مانند راینو، کتیا، سالیدورکز یا... قابل طراحی است. فایل های سه بعدی فرمت های مختلفی دارند؛ مانند stl یا stp یا ... اما فرمت اصلی مورد استفاده در پرینترهای سه بعدی فرمت stl است. در واقع برای تولید محصول پرینت سه بعدی با پرینتر سه بعدی باید فایل را به فرمت stl تبدیل کرد.اگر طراحی سه بعدی نیستید و قصد تولید یک ایده یا مهندسی معکوس محصول خاصی را دارید، طراحان سه بعدی ما می توانند به شما کمک کنند. کافی است با پر کردن فرم سفارش طراحی سه بعدی، ایده یا محصولی که می خواهید مهندسی معکوس کنید را با ما در میان بگذارید تا متناسب با پروژه شما یکی از طراحان سه بعدی کاربلد جامعه طراحان سه بعدی 3DFAST را به پروژه شما اختصاص دهیم.
آپلود مدل سه بعدی وانتخاب متریال مناسب
شروع پروسه پرینت سه بعدی
ارسال محصول پرینت سه بعدی شده