- محصول بسازید

- مدرسه پرینت سه بعدی
- تماس با ما





Binder Jetting


درباره ی تکنولوژی پرینت سه بعدی بایندرجت یا BinderJet
پرینت سه بعدی بایندر جت یک تکنولوژی خاص و نسبتا نوین برای ساخت اشیاء سه بعدی با جزئیات بالا و رنگبندی دقیق با استفاده از پودر سنگ میباشد. این تکنولوژی از پودر و چسب برای ساخت قطعات استفاده میکند و به دلیل سرعت بالا، هزینه معقول و تنوع رنگی بالا، یک تکنولوژی محبوب به خصوص برای ساخت اشیا دکوراتیو شخصیسازی شده محسوب میشود.
برخلاف اکثر تکنولوژی های پرینت سه بعدی که با حرارت یا نور لیزر با واکنشهای شیمیایی ذرات ماده اولیه را شکل داده و به هم متصل می کنند، پرینترهای بایندرجت مستقیما ماده اولیه پودری را به صورت لایه به لایه با استفاده از تزریق کنترلشده متریال چسب مخصوص به وسیله هد متحرک پرینتر به هم متصل میکنند. نوع عملکرد بایندرجت امکان استفاده از رنج نسبتا وسیعی از مواد اولیه طبیعی مثل پودر سنگ، پودر ماسه، پودر فلزات و... را بدون نیاز به پردازش خاصی فراهم می کند.
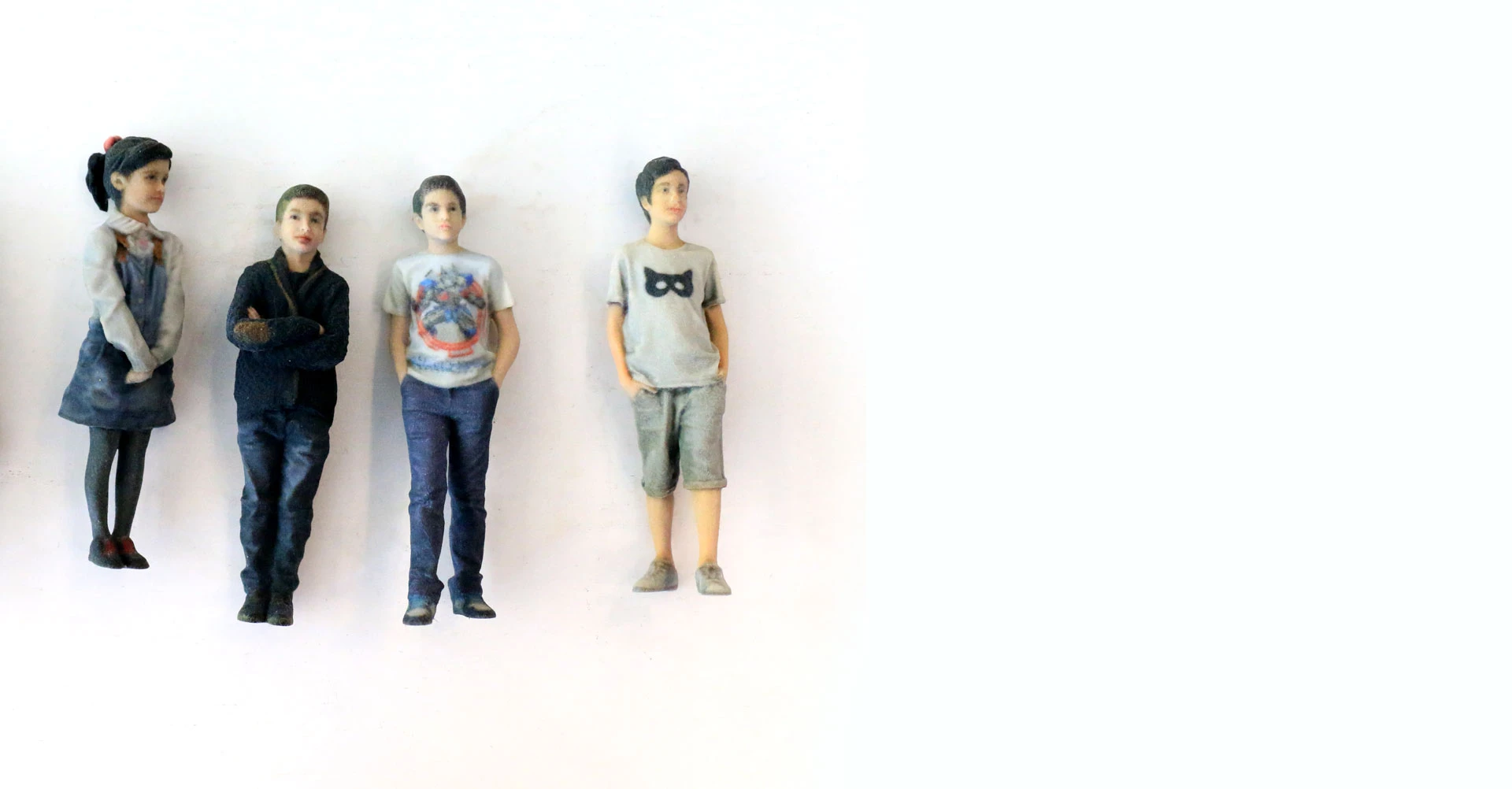
پرینترهای سه بعدی بایندرجت را می توان به سه دسته کلی پرینترهای بایندرجت صنعتی تک رنگ، پرینترهای بایندرجت تمامرنگی و پرینترهای بایندرجت فلز تقسیمبندی کرد، در پرینتر بایندرجت تمامرنگی علاوه بر تزریق عامل متصل کننده، از هدپرینتر دارای نازلهای جوهرافشان برای رنگ آمیزی دقیق هر لایه بر مبنای فایل تکسچر استفاده می شود.
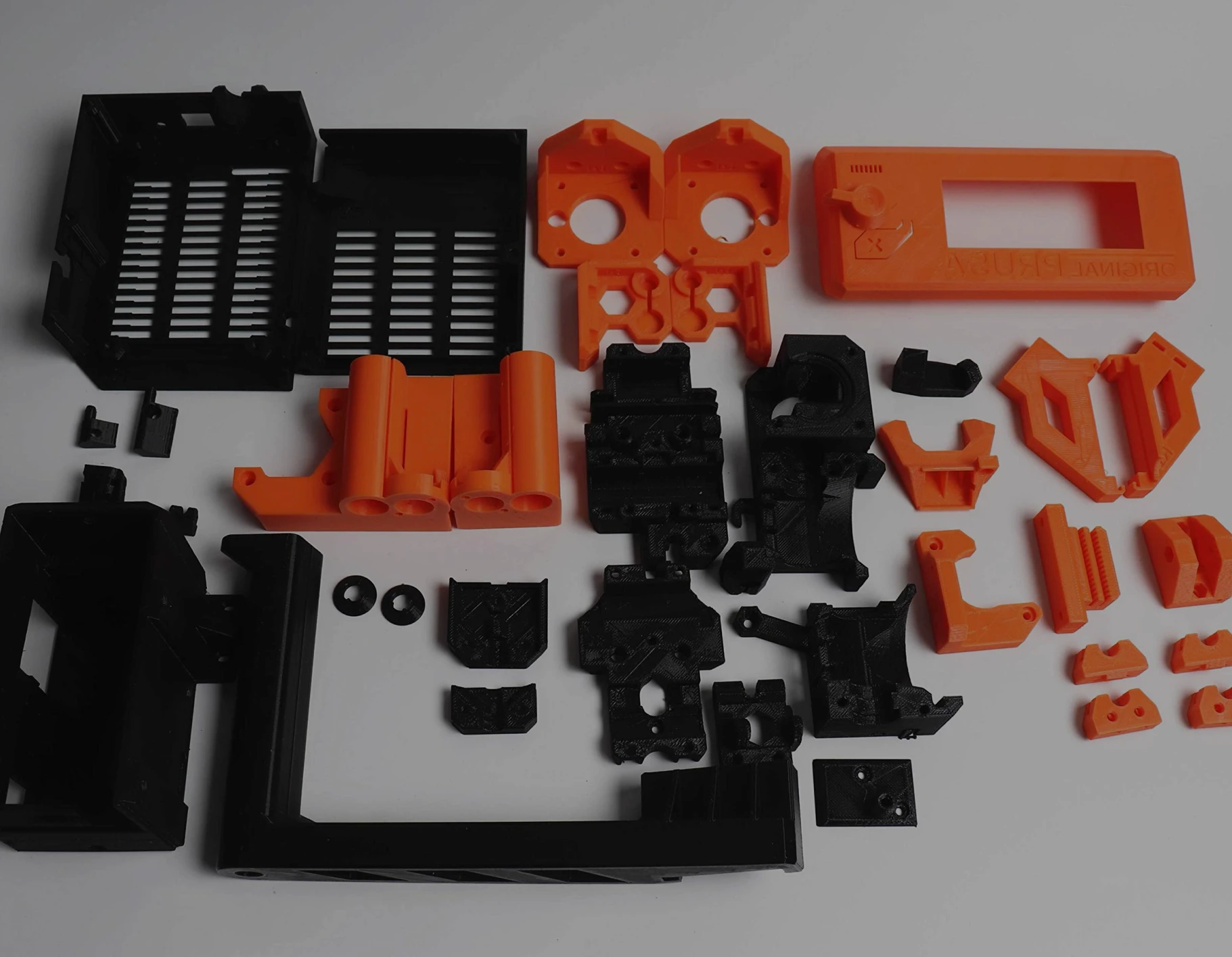
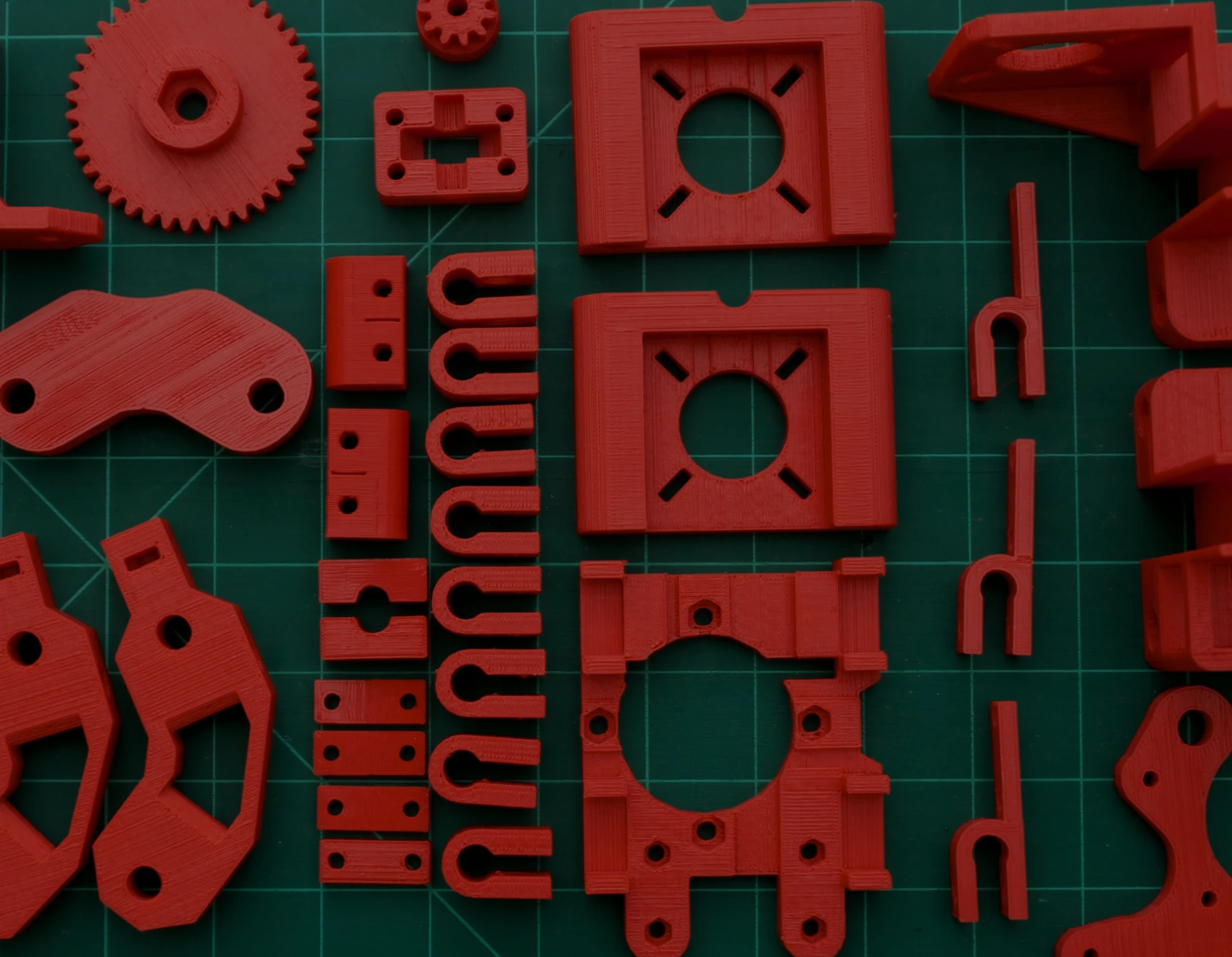
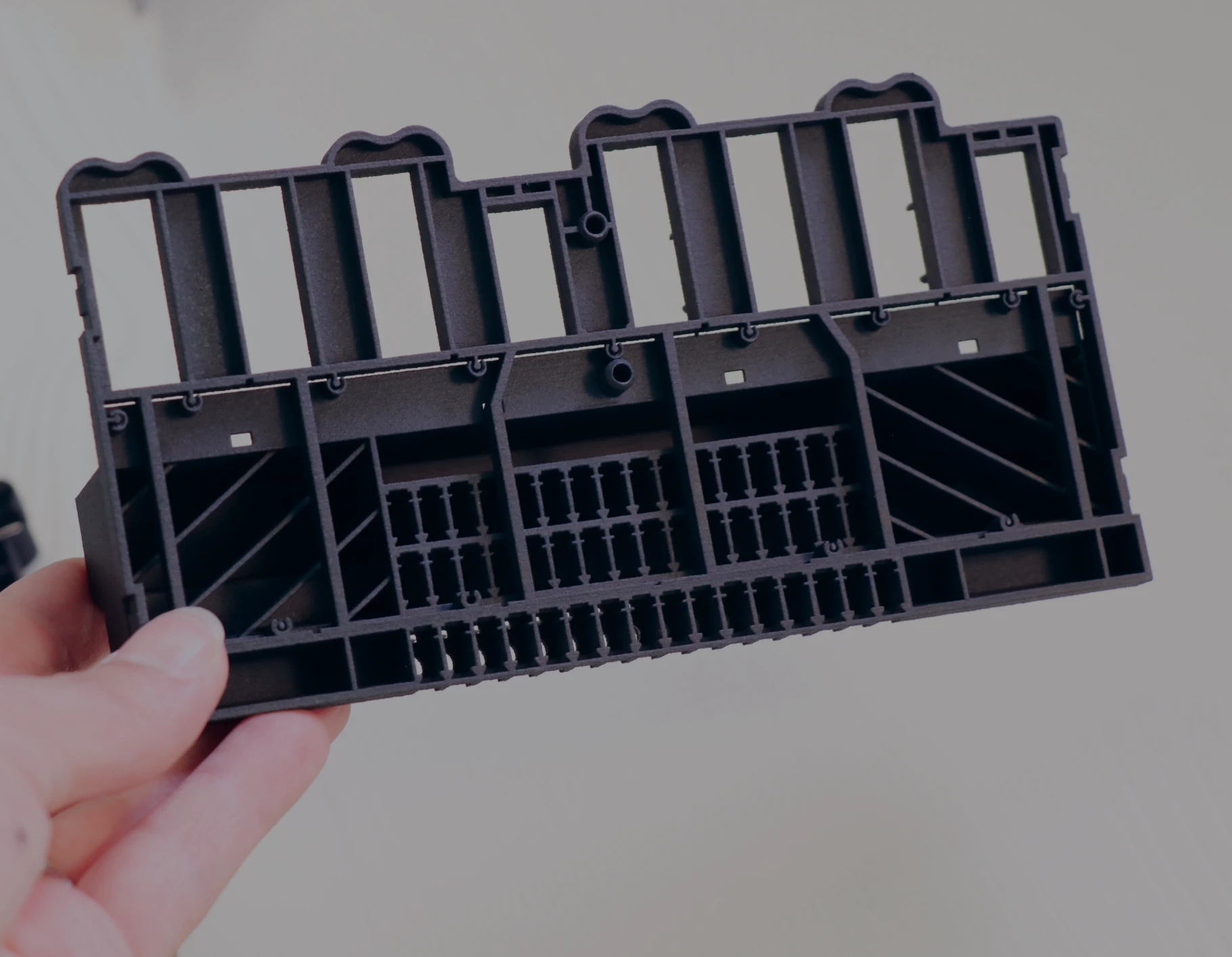
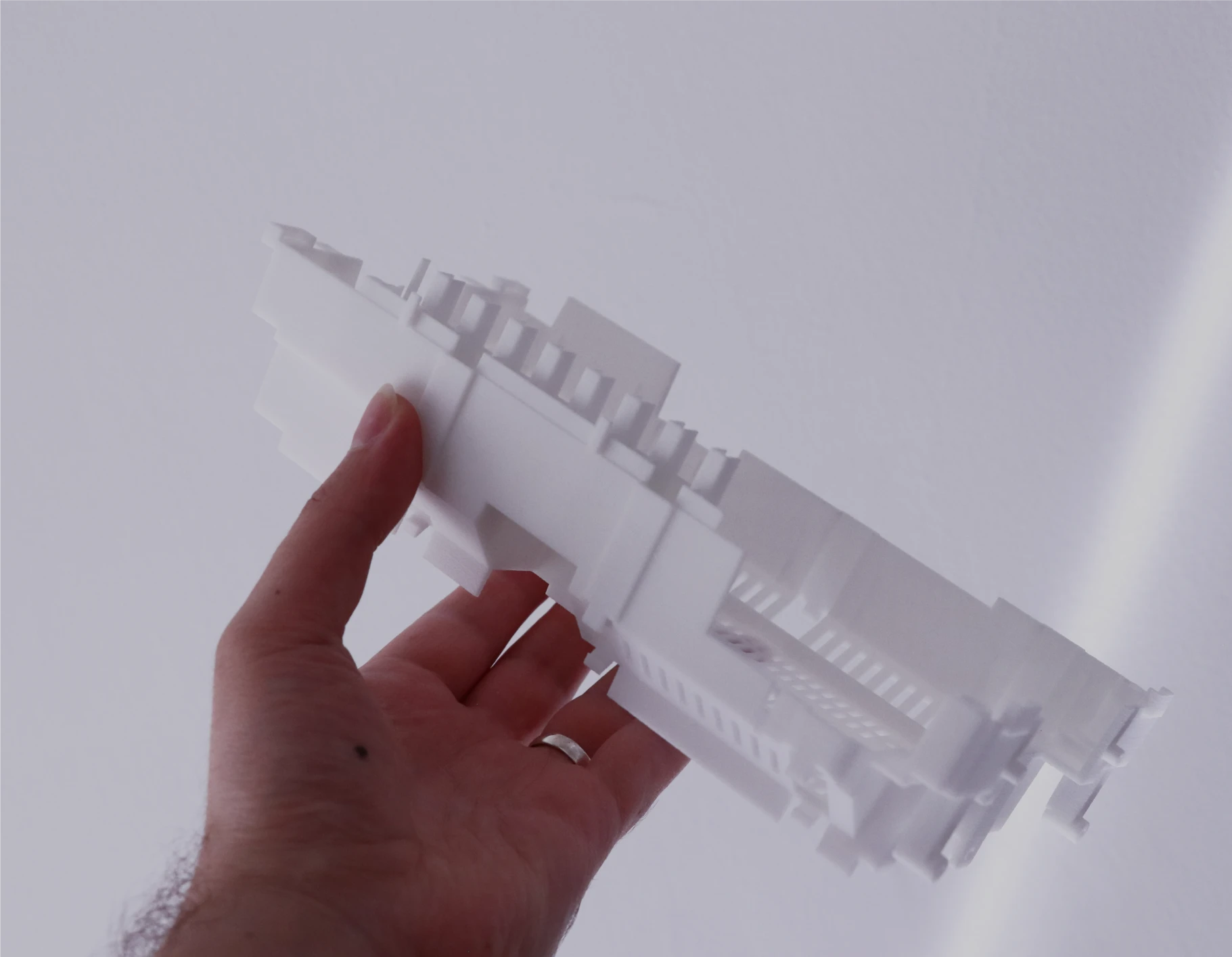
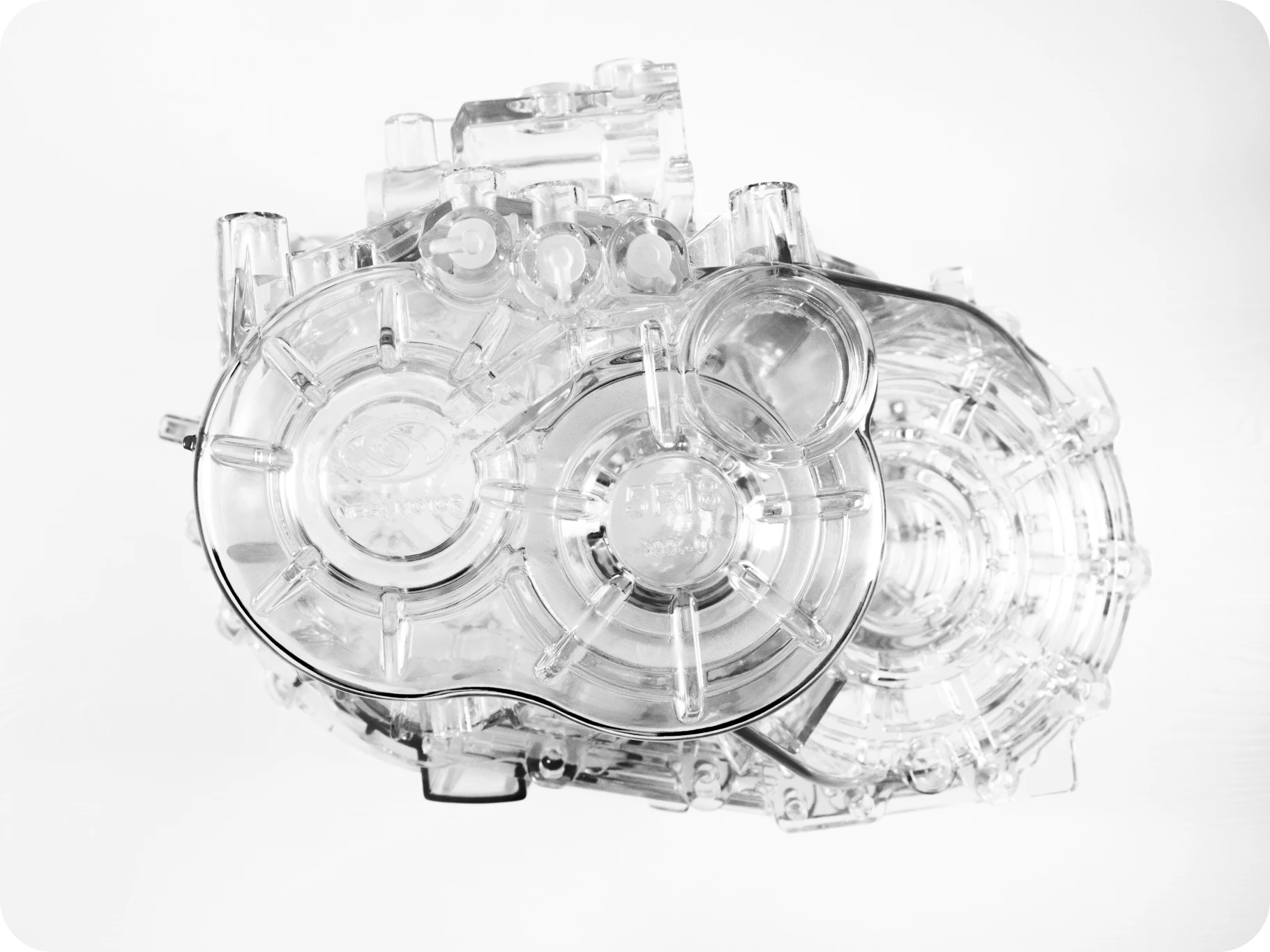
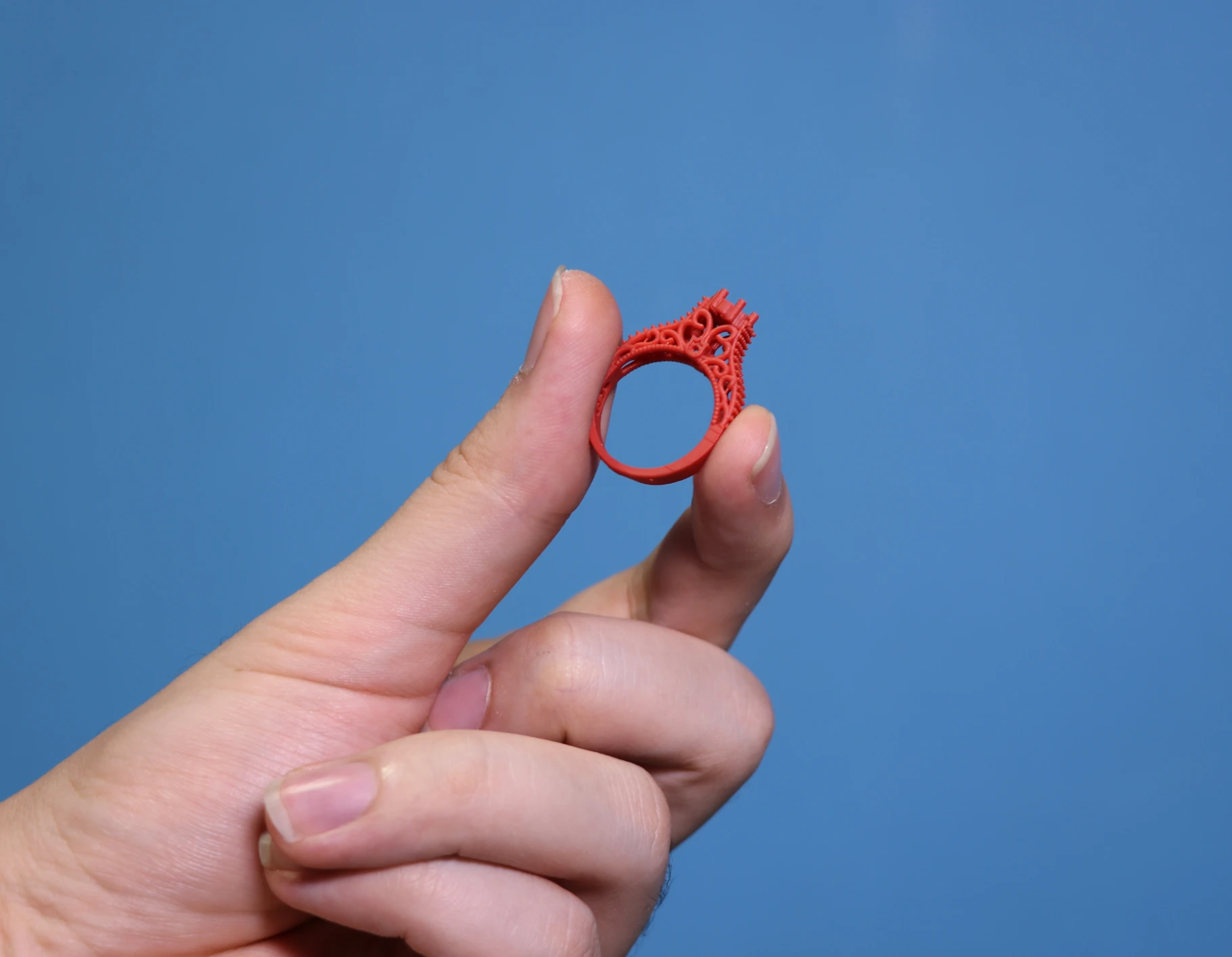
هرکدام از این دستهها دارای کاربردهای زیادی هستند. به طور کلی از تکنولوژیهای بایندرجت برای ساخت قالبهای ماسهای صنعتی بزرگمقیاس، ساخت ماکتهای معماری با متریال های سنگی و ماسه ای، قطعات تزئینی تک رنگ و تمام رنگی، مجسمههای تمام رنگی اشخاص،همچنین قطعات صنعتی و تزئینی فلزی در مقیاس کوچک و متوسط و بسیاری موارد دیگر استفاده می شود. قطعات ساخته شده با پرینترهای بایندرجت به طور کلی دارای سطح پودری هستند و به استثنای قطعات فلزی معمولا تا حدی شکننده هستند.

قیمت:
$
$
$
$
$
$
$
$
$
$

فرآیند تولید: کمتر از 17 روز کاری

نقاط قوت

نقاط ضعف
روند ثبت سفارش پرینت سه بعدی
طراحی و مدلسازی مدل سه بعدی
آپلود مدل سه بعدی وانتخاب متریال مناسب
شروع پروسه پرینت سه بعدی
ارسال محصول پرینت سه بعدی شده
برای تولید محصول با پرینتر سه بعدی به فایل سه بعدی نیاز است. فایل سه بعدی به فایلی گفته می شود که با انواع نرم افزارهای سه بعدی مانند راینو، کتیا، سالیدورکز یا... قابل طراحی است. فایل های سه بعدی فرمت های مختلفی دارند؛ مانند stl یا stp یا ... اما فرمت اصلی مورد استفاده در پرینترهای سه بعدی فرمت stl است. در واقع برای تولید محصول پرینت سه بعدی با پرینتر سه بعدی باید فایل را به فرمت stl تبدیل کرد.اگر طراحی سه بعدی نیستید و قصد تولید یک ایده یا مهندسی معکوس محصول خاصی را دارید، طراحان سه بعدی ما می توانند به شما کمک کنند. کافی است با پر کردن فرم سفارش طراحی سه بعدی، ایده یا محصولی که می خواهید مهندسی معکوس کنید را با ما در میان بگذارید تا متناسب با پروژه شما یکی از طراحان سه بعدی کاربلد جامعه طراحان سه بعدی 3DFAST را به پروژه شما اختصاص دهیم.
طراحی و مدلسازی مدل سه بعدی
برای تولید محصول با پرینتر سه بعدی به فایل سه بعدی نیاز است. فایل سه بعدی به فایلی گفته می شود که با انواع نرم افزارهای سه بعدی مانند راینو، کتیا، سالیدورکز یا... قابل طراحی است. فایل های سه بعدی فرمت های مختلفی دارند؛ مانند stl یا stp یا ... اما فرمت اصلی مورد استفاده در پرینترهای سه بعدی فرمت stl است. در واقع برای تولید محصول پرینت سه بعدی با پرینتر سه بعدی باید فایل را به فرمت stl تبدیل کرد.اگر طراحی سه بعدی نیستید و قصد تولید یک ایده یا مهندسی معکوس محصول خاصی را دارید، طراحان سه بعدی ما می توانند به شما کمک کنند. کافی است با پر کردن فرم سفارش طراحی سه بعدی، ایده یا محصولی که می خواهید مهندسی معکوس کنید را با ما در میان بگذارید تا متناسب با پروژه شما یکی از طراحان سه بعدی کاربلد جامعه طراحان سه بعدی 3DFAST را به پروژه شما اختصاص دهیم.
آپلود مدل سه بعدی وانتخاب متریال مناسب
شروع پروسه پرینت سه بعدی
ارسال محصول پرینت سه بعدی شده