- محصول بسازید

- مدرسه پرینت سه بعدی
- تماس با ما







درباره ی تکنولوژی پرینت سه بعدی DLP
DLP مخفف عبارت Digital Light Processing به معنی پردازش دیجیتال نور است. این تکنولوژی یکی از روشهای پرینت سه بعدی رزینی محسوب میشود که از نور فرابنفش برای پلیمریزاسیون و سفت شدن رزین حساس به نور استفاده میکند. در پرینتر سه بعدی DLP بر خلاف دیگر تکنولوژیهای پرینت سه بعدی رزینی به جای منبع لیزر از یک پروژکتور برای تابش نور به مقاطع رزین و جامدسازی آن استفاده می شود، پس از هربار پروجکشن، یک لایه از مقطع رزین جامد شده و سینی ساخت به اندازه یک لایه از پروژکتور دورتر می شود تا پروسه برای لایه بعدی تکرار شود. این روند تا ساخت کامل مدل سه بعدی ادامه پیدا میکند. پرینترهای سه بعدی DLP به دو دسته بالا-به-پایین و پایین-به-بالا تقسیم میشوند که اشاره به جهت حرکت سینی ساخت و جهت تابش پروژکتور دارد.
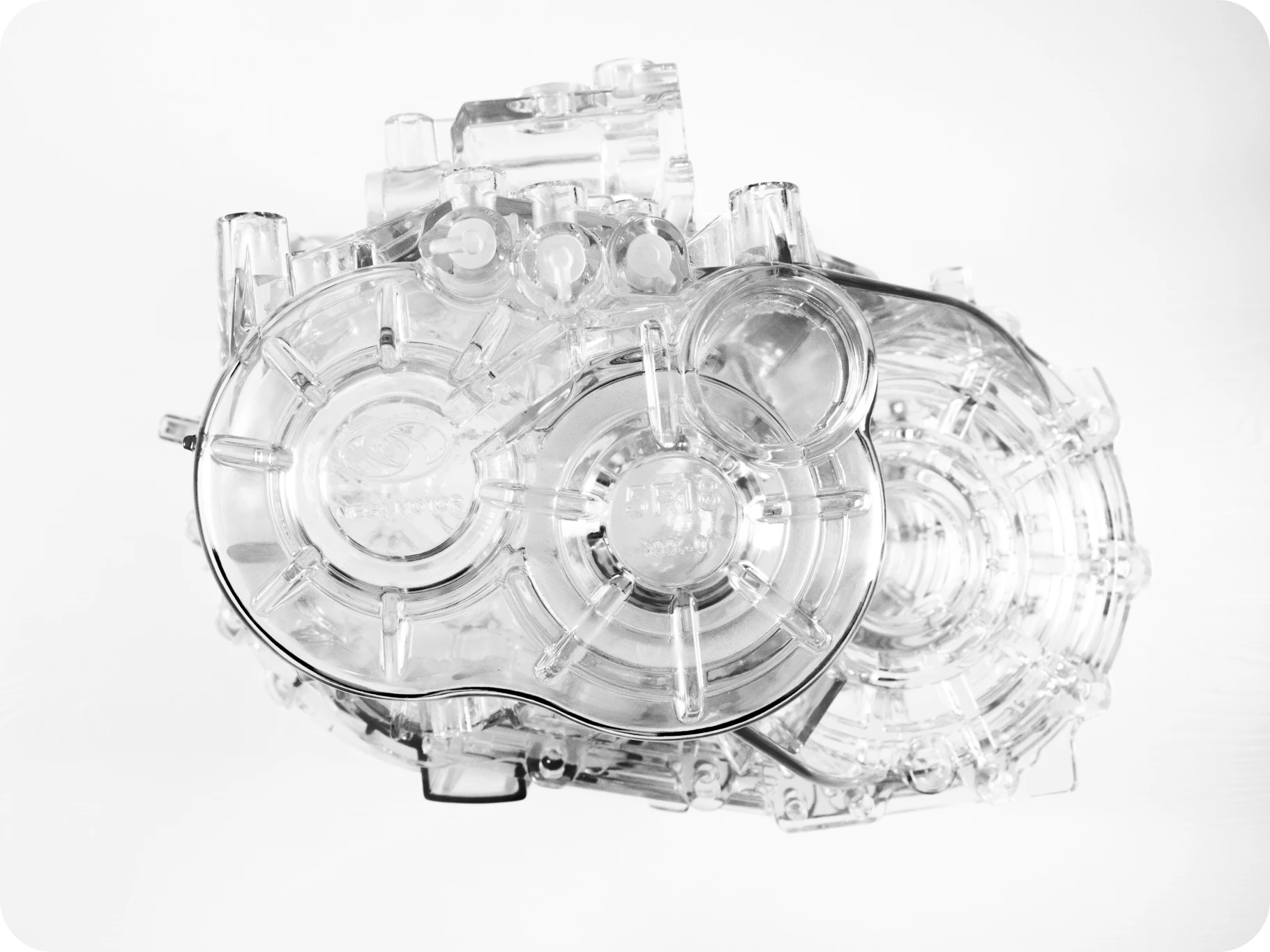
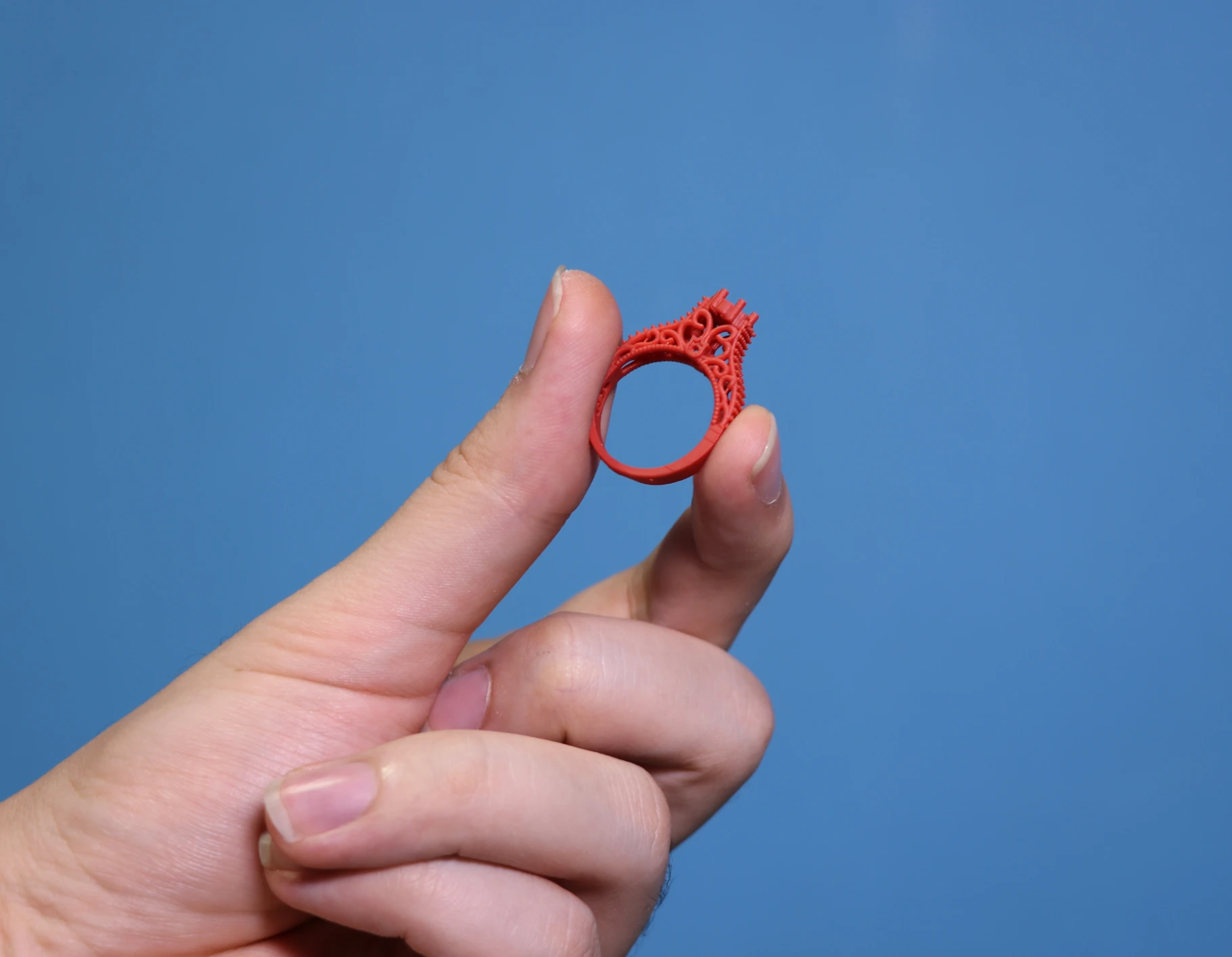
پرینترهای سه بعدی DLP از قدیمیترین پرینترهای سه بعدی هستند که در صنعت استفاده می شوند، کاربرد اصلی این پرینترها برای ساخت موم قالبهای مستقیم ریخته گری دقیق و قالبهای غیرمستقیم در صنعت طلا، جواهر و زیورآلات و اکسسوری میباشد. سالها پیش از ورود و همه گیر شدن پرینترهای فیلامنتی به ایران، پرینترهای سه بعدی DLP در کارگاههای جواهرسازی به طور معمول استفاده شده و با عنوان کلی «ماشینکاری» شناخته می شدند. از پرینترهای سه بعدی DLP در ساخت قالبهای مومی یک بار مصرف ریختهگری مستقیم -که در آن موم بدون هیچ پسماندی(residue) ذوب شده- ، لاستیکگیری لاست واکس برای ساخت قالب تیراژ، و همچنین برای پرینت مستقیم و قالبگیری قطعات صنعتی و تزئینی دقیق و نسبتا کوچک استفاده می شود.این پرینترها در برخی صنایع پزشکی و به خصوص دندانپزشکی نیز کاربرد دارند. تکنولوژی DLP از دقیقترین تکنولوژیهای پرینت سه بعدی محسوب می شود که میتواند جزئیات و الگوهای ظریف و ریز و قطعات کوچک با ضخامتهای پایین را با دقتی بسیار بالا تولید کند.

قیمت:
$
$
$
$
$
$
$
$
$
$

فرآیند تولید: کمتر از 9 روز کاری

نقاط قوت

نقاط ضعف
روند ثبت سفارش پرینت سه بعدی
طراحی و مدلسازی مدل سه بعدی
آپلود مدل سه بعدی وانتخاب متریال مناسب
شروع پروسه پرینت سه بعدی
ارسال محصول پرینت سه بعدی شده
برای تولید محصول با پرینتر سه بعدی به فایل سه بعدی نیاز است. فایل سه بعدی به فایلی گفته می شود که با انواع نرم افزارهای سه بعدی مانند راینو، کتیا، سالیدورکز یا... قابل طراحی است. فایل های سه بعدی فرمت های مختلفی دارند؛ مانند stl یا stp یا ... اما فرمت اصلی مورد استفاده در پرینترهای سه بعدی فرمت stl است. در واقع برای تولید محصول پرینت سه بعدی با پرینتر سه بعدی باید فایل را به فرمت stl تبدیل کرد.اگر طراحی سه بعدی نیستید و قصد تولید یک ایده یا مهندسی معکوس محصول خاصی را دارید، طراحان سه بعدی ما می توانند به شما کمک کنند. کافی است با پر کردن فرم سفارش طراحی سه بعدی، ایده یا محصولی که می خواهید مهندسی معکوس کنید را با ما در میان بگذارید تا متناسب با پروژه شما یکی از طراحان سه بعدی کاربلد جامعه طراحان سه بعدی 3DFAST را به پروژه شما اختصاص دهیم.
طراحی و مدلسازی مدل سه بعدی
برای تولید محصول با پرینتر سه بعدی به فایل سه بعدی نیاز است. فایل سه بعدی به فایلی گفته می شود که با انواع نرم افزارهای سه بعدی مانند راینو، کتیا، سالیدورکز یا... قابل طراحی است. فایل های سه بعدی فرمت های مختلفی دارند؛ مانند stl یا stp یا ... اما فرمت اصلی مورد استفاده در پرینترهای سه بعدی فرمت stl است. در واقع برای تولید محصول پرینت سه بعدی با پرینتر سه بعدی باید فایل را به فرمت stl تبدیل کرد.اگر طراحی سه بعدی نیستید و قصد تولید یک ایده یا مهندسی معکوس محصول خاصی را دارید، طراحان سه بعدی ما می توانند به شما کمک کنند. کافی است با پر کردن فرم سفارش طراحی سه بعدی، ایده یا محصولی که می خواهید مهندسی معکوس کنید را با ما در میان بگذارید تا متناسب با پروژه شما یکی از طراحان سه بعدی کاربلد جامعه طراحان سه بعدی 3DFAST را به پروژه شما اختصاص دهیم.