پرینت سه بعدی FDM چیست و چه ویژگی هایی دارد ؟
پرینت سه بعدی FDM چیست و چه ویژگی هایی دارد ؟
در این مقدمه ای برای پرینت سه بعدی FDM ما اصول اساسی این روند را پوشش می دهیم که برای طراحان و مهندسان مفید است. پس از خواندن این مقاله شما می دانید که چگونه از FDM به طور موثر در برنامه های خود استفاده کنید.
برای خواندن مطلب کامل می توانید به این بخش مدرسه پرینت سه بعدی مراجعه کنید.
FDM چیست؟

پرینت سه بعدی FDM یک فرایند تولید افزودنی است که متعلق به خانواده اکستروژن است.در FDM، یک شی از طریق انتخابی رسوب مواد مذاب در یک مسیر از پیش تعیین شده به صورت لایه لایه ساخته می شود . مواد مورد استفاده پلیمرهای ترموپلاستیک هستند و در یک فرم رشته آی هستند .
FDM تکنولوژی چاپ سه بعدی است که به طور گسترده ای مورد استفاده قرار می گیرد: این بزرگترین پایه نصب چاپگرهای سه بعدی در سطح جهان است و اغلب اولین تکنولوژی هایی است که افراد در معرض آن قرار دارند.
در این مقاله، اصول اساسی و جنبه های کلیدی فناوری ارائه شده است.طراح سه بعدی باید در هنگام طراحی یک بخش با FDM، قابلیت ها و محدودیت های تکنولوژی را در نظر بگیرد، زیرا این امر به او در رسیدن به بهترین نتیجه کمک می کند.
FDM چگونه کار می کند؟
در اینجا توضیح می دهیم که چگونه پرینت سه بعدی FDM کار می کند:
یک رول از فیلامنت ترموپلاستیک اولین بار در چاپگر بارگذاری می شود.هنگامی که نازل به دمای مورد نظر رسید، فیلامنت به سر اکستروژن و نازل که در آن ذوب می شود تغذیه می شود.سر اکستروژن به یک سیستم 3 محوره متصل شده است که اجازه حرکت در جهت X، Y و Z را می دهد.مواد ذوب شده در رشته های نازک اکسترود شده و در لایه های بتنی در مکان های پیشین قرار می گیرند، جایی که سرد و خنک می شوند. گاهی اوقات خنک کننده مواد از طریق استفاده از فن های خنک کننده به سر اکستروژن متصل می شود.
برای پر کردن یک منطقه، چند گذر مورد نیاز است (مثل رنگ آمیزی یک مستطیل با نشانگر). هنگامی که یک لایه به پایان رسید، پلت فرم ساخت حرکت می کند (یا در سایر تنظیمات ماشین، سر اکستروژن حرکت می کند) و یک لایه جدید ساخته می شود. این روند تا زمانیکه بخش کامل شود تکرار می شود.
ویژگی های پرینت سه بعدی FDM:
پارامترهای پرینتر :
بیشتر سیستم های FDM اجازه تنظیم چند پارامتر فرآیند، از جمله دمای هر دو نازل و پلت فرم ساخت، سرعت ساخت، ارتفاع لایه و سرعت فن خنک کنندهرا می دهد. این معمولا توسط اپراتور تعیین می شود.
از منظر طراح مهم است که اندازه و ارتفاع لایه را ایجاد کنید:
اندازه ساخت موجود برای یک پرینتر سه بعدی رومیزی معمولا 200 × 200 × 200 میلی متر است، در حالی که برای دستگاه های چاپ سه بعدی صنعتی این می تواند 1000 × 1000 × 1000 میلی متر باشد.اگر یک رایانه رومیزی ترجیح داده شود (به عنوان مثال برای کاهش هزینه) یک مدل بزرگ را می توان به قطعات کوچکتر تقسیم کرد و سپس آن را مونتاژ کرد.ارتفاع لایه معمولی مورد استفاده در FDM بین 50 تا 400 میکرون متغیر است و می توان با قرار دادن سفارش مشخص کرد. یک لایه کوچکتر تولید قطعات نرمتر را انجام می دهد و هندسه های منحنی را دقیق تر می کند، در حالی که ارتفاع بزرگتر قطعات را سریعتر و ارزان تر تولید می کند.ارتفاع لایه ای 200 میکرون بیشترین کاربرد را دارد.
جمع شدگی(Warping) :
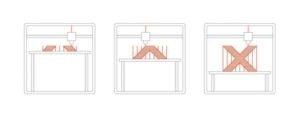
جمع شدن یکی از شایع ترین نقص در FDM است. هنگامی که مواد اکسترود شده در طی خنک شدن سرد می شوند، ابعاد آن کاهش می یابد.به عنوان بخش های مختلف چاپ سرد با نرخ های مختلف، ابعاد آنها نیز با سرعت های مختلف تغییر می کنند.خنک کننده ایجاد پیچ و تاب می شود. همانطور که در شکل زیر دیده می شود. از دیدگاه تکنولوژی، نظارت دقیق تر بر روی دمای سیستم FDM ممکن است مانع این مشکل شود.
انتخاب طراح همچنین می تواند احتمال warping را کاهش دهد:
- مساحتهای مسطح بزرگ (به یک جعبه مستطیلی فکر کنید) بیشتر در معرض انحراف هستند و باید از آنها اجتناب شود.
- مواد مختلف حساس به warping هستند: ABS به طور کلی نسبت به warping نسبت به PLA یا PETG ، به دلیل دمای بالای انتقال شیشه و نسبت ضریب انبساط حرارتی نسبتا بالا حساس تر است.


چسبندگی لایه ها :
چسبندگی خوب بین لایه های رسوب شده برای بخش FDM بسیار مهم است. هنگامی که ترموپلاستیک ریخته گری از طریق نازل اکسترود شده است، در برابر لایه قبلی فشار داده می شود. دمای بالا و فشار دوباره ٍٍٍٍ، از لایه قبلی را ذوب می کند و اتصال لایه جدید را با بخش های قبلی چاپ می کند.
استحکام باند بین لایه های مختلف همیشه کمتر از استحکام پایه مواد است.
این به این معنی است که قطعات FDM ذاتا بی نظیر هستند: قدرت آنها در محور Z همیشه کمتر از قدرت آنها در سطح XY است. به همین دلیل، هنگام طراحی قطعات برای FDM مهم است که جهت گیری ذهن را در نظر بگیرید.
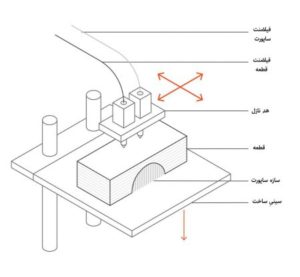
سازه ی ساپورت :
ساختار پشتیبانی برای ایجاد geomentries با overhangs در FDM ضروری است. ترموپلاستی ذوب نمی تواند در هوای نازک سپرده شود.به همین دلیل، برخی هندسه ها نیاز به ساپورت دارند .سطوح چاپ شده بر روی ساپورت ها معمولا کیفیت پایین تر نسبت به بقیه بخش را دارند. به همین دلیل، توصیه می شود که قسمت به طوری طراحی شده باشد که نیازبه ساپورت گذاری را به حداقل برساند.
پشتیبانی معمولا با همان مواد چاپ می شود.مواد ساپورت هایی که در مایع حل می شوند نیز وجود دارد، اما آنها به طور عمده در پرینترهای رومیزیرده بالا یا پرینترهای صنعتی FDM استفاده می شوند.چاپ بر رویساپورت های قابل حل، به طور قابل ملاحظه ای سطح کولیت بخش را بهبود می بخشد، اما هزینه کلی یک چاپ را افزایش می دهد، زیرا ماشین متخصص (با اکستروژن دوگانه) مورد نیاز است و هزینه مواد قابل جدا شدن نسبتا بالا است.
مواد FDM معمولی:
یکی از نقاط قوت FDM طیف گسترده ای از مواد اولیه موجود است. این می تواند از ترموپلاستیک های کالایی (مانند PLA و ABS)، مواد مهندسی (مانند PA، TPU و PETG) و ترموپلاستیک های با کارایی بالا (مانند PEEK و PEI) باشد.
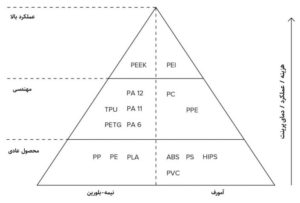
مواد مورد استفاده بر خواص مکانیکی و دقت بخش چاپ شده، و حتی قیمت آن نیز تاثیر می گذارد.
مزایا و محدودیت های FDM
مزایا و معایب کلیدی تکنولوژی در زیر خلاصه شده است:
- FDM ارزان ترین روش ساخت قطعات و نمونه های ترموپلاستیک سفارشی است.
- زمان ساخت FDM به علت قابلیت دسترسی بالای این تکنولوژی کوتاه است.
- FDM دارای کمترین دقت ابعاد و رزولوشن نسبت به سایر تکنولوژی های چاپ سه بعدی است، بنابراین برای قطعات با جزئیات پیچیده مناسب نیست
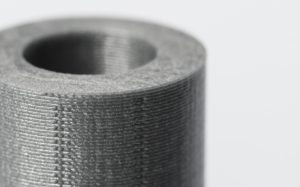
- قطعات FDM به احتمال زیاد دارای خطوط لایه قابل مشاهده هستند، بنابراین پس از پردازش نیاز به صافکردن دارند.
- مکانیزم چسبندگی لایه قطعات FDM را ذاتا بی نظیر میسازد.
نکات مهم :
- FDM می تواند نمونه ها و اجزای عملکردی را سریع و با قیمت پایین از طیف وسیعی از مواد ترموپلاستی تولید کند.
- اندازه معمولی پرینتر سه بعدی FDM رومیزی 200 x 200 x 200 میلی متر است. ماشین آلات صنعتی دارای اندازه ساختاری بزرگتر هستند.
- FDM برای اجزای مهم مکانیکی توصیه نمی شود.
- برای جلوگیری از پاره شدن، از مناطق مسطح بزرگ استفاده کنید و فیله ها را در گوشه های تیز اضافه کنید.