پرینت سه بعدی SLM












پرینت سه بعدی فلز با پودر و لیزر کار میکند. پروسه ساخت در پرینترهای فلز به این شکل است که هر لایه از محصول با تابش لیزر با پودر فلز ذوب شده و شکل میگیرد. پرینترهای SLM (Selective Laser Melting) برای تولید محصولات مربوط به هوافضا و ایمپلنتهای ارتوپدی استفادهای جدی دارند.









راهنمای طراحی برای پرینت سه بعدی SLM

ابعاد جعبه ساخت
100×100×100 میلیمتر
برای اینکه بتوان یک محصول را پرینت سه بعدی کرد، هرکدام از قطعات آن باید در یک جعبه با این ابعاد حدودی جای شوند.
جعبه ساخت پرینتر سه بعدی فلز استوانهای است. در واقع مدل شما باید در یک استوانه به قطر 10 سانتی متر و ارتفاع 10 سانتیمتر جا شود. اگر به دنبال ساخت قطعات فلزی بزرگتر از این اندازه هستید میتوانید از ریختهگری دیجیتال استفاده کنید.
برای ساخت موفقیتآمیز محصولتان از تناسب ابعاد آن با پرینتر سه بعدی اطمینان حاصل نمایید. اگر ابعاد محصولتان بزرگتر از این ابعاد است، میتوانید مقیاس مدل خود را کوچکتر کنید یا مدل خود را چند تکه کنید تا پس از ساخت، این قطعهها را بتوانید به هم متصل کنید.
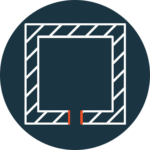
ضخامت دیواره های بدون ساپورت
0.5 میلیمتر
دیواره بدون ساپورت، دیوارهای است که اتصال آن به دیوارههای دیگر با یک لبه یا کمتر می باشد.
همچنین مقاومت دیواره برای محصولاتی که نیاز به پولیش و رنگ دارند بسیار اهمیت دارد و امکان شکستن دیوارههای نازک در این عملیات نیز وجود دارد.
برای اطمینان از اینکه محصول شما به خوبی ساخته میشود، از تناسب ضخامت دیوارههای بدون ساپورت در مدل خود با ابعاد بالا اطمینان حاصل کنید.

ضخامت دیواره های ساپورت دار
0.4 میلیمتر
دیواره ساپورتدار دیوارهای است که در دو یا چند لبه به دیوارههای دیگر متصل باشد.
دیوارههایی که ضخامت پایین داشته باشند ممکن است هنگام برداشتن مدل از سینی پرینتر و یا هنگام پودرزدایی شکسته شوند.
اگر این ضخامت کمتر از کمینه ضخامت است دیوارههایتان را ضخیمتر کنید و یا از یک تکنولوژی دیگر برای پرینت مدلتان استفاده کنید.

بیرون زدگی ها و ساپورت گذاری
نیازمند ساپورت زیاد
در پرینتر سه بعدی فلز نیاز به ساپورتهای زیادی برای تولید محصول است. با اینکه تکنولوژی پرینت سه بعدی SLM یک تکنولوژی بستر پودر به حساب میآید اما برای غلبه بر تغییر شکل های ناشی از تنشهای حرارتی نیازمند به ساپورت است. بنابراین پرینت سه بعدی SLM تنها تکنولوژی ساخت افزودنی با استفاده از بستر پودر است که نیازمند به ساپورتگذاری است.
ساپورتهای پرینت سه بعدی SLM با ابزارهایی مانند انبردست و فرز از محصول پرینت شده جدا میشود.
این ساپورتها کاملاً اتوماتیک و بنابر تشخیص نرمافزار ایجاد میشوند.
برجستگیها و فرورفتگیها
1 میلیمتر وسعت و 1 میلیمتر ارتفاع
کمترین ابعاد جزئیات برجسته و فرورفته به کیفیت پرینتر بستگی دارد. اگر میزان این فرورفتگی و برجستگی ها پایینتر از استاندارد دستگاه باشند ممکن است پرینتر سه بعدی نتواند آنها را به خوبی دربیاورد.
برای اینکه جزئیاتتان بهخوبی ساخته شوند ابعاد آنها را بالاتر از این میزان درنظر بگیرید.
اگر مدل شما برجستگی و فرورفتگیهایی کوچکتر از این ابعاد دارد سعی کنید آنها را بزرگتر کرده یا از طرحتان حذف کنید.

پلهای افقی
2 میلیمتر
یک پل (Bridge) المانی افقی است که در دو نقطه توسط عناصر عمودی ساپورت میشود.
اگر طول پلهای مدل شما بالاتر از مقدار استاندارد باشد نیاز به ساپورت خواهد داشت و کیفیت سطح آن کاهش مییابد. همچنین احتمال شکستن پلهای بلندتر از مقدار استاندارد هنگام پروسه کندن ساپورت وجود دارد.
سوراخها
قطر 1.5 میلیمتر
اگر قطر حفرههایتان بیش از حد کوچک باشد احتمال چسبیدن دو طرف بخشهایی از حفره در پروسه پرینت وجود دارد، همچنین اگر سوراخ را بیش از حد ریز در نظر بگیرید ممکن است پرینتر سه بعدی امکان ساخت آن را نداشته باشد و در قطعهتان درنظر گرفته نشود.
برای اینکه سوراخهای قطعهتان بدون ایراد ساخته شوند از بالاتر بودن قطر آنها نسبت به قطر استاندارد اطمینان کسب کنید.

قطعات متصل و متحرک
امکانپذیر نیست
اگر محصول شما دارای قطعات جدا از هم است که قرار است در هم فرو روند یا اینکه به هر نحوی به یکدیگر متصل شوند و میخواهید آن را در قالب یک مدل و در کنار هم پرینت کنید پرینت سه بعدی SLM نمیتواند پاسخگوی نیاز شما باشد.
در پرینت سه بعدی فلز با تکنولوژی SLM امکان تولید قطعاتی اسمبلی در کنار یکدیگر وجود ندارد چرا که در هنگام پرینت به دلیل انتقال حرارت زیاد در پودر قطعات به هم میچسبند.
اگر محصولی دارید که باید اسمبل شود و از چند تکه تشکیل شده است آنها را در قالب فایلهای مختلف آپلود کنید و سفارش پرینت سه بعدی دهید.
حفرۀ تخلیه
3 میلیمتر
در قطعاتی که با پرینتر سه بعدی رزینی و پودری ساخته میشوند معمولاً در فضاهای خالی درون قطعه مقداری ماده اولیه اضافی محصور میشود که باید پس از ساخت از قطعه خارج شود.
حفره های تخلیه، امکان خروج مواد را در قطعاتی که قسمتهای تو خالی دارد ایجاد میکند. در صورت نبود حفره این حجمِ ماده اضافی در قطعه محصور میشود و باعث بالارفتن هزینۀ مواد اولیه و وزن محصول میشود و ممکن است مشکلات زیادی به وجود آورد.
گذاشتن حفرهها در نقاط مقابل یکدیگر به فرآیند خروج متریال کمک زیادی میکند.
گذاشتن یک حفره تخلیه در ته یک قسمت مدل نمیتواند همهی مواد آن منطقه را تخلیه کند چرا که موادی که در اطراف حفره هستند به خوبی خالی نمیشوند. به عنوان یک قاعدۀ کلی بهتر است همیشه به جای یک حفره از چندین حفره تخلیه استفاده کنید.

کوچکترین جزییات قابل پرینت
0.6 میلیمتر
هر پرینتر سه بعدی و هر تکنولوژی پرینت برای ساخت جزئیات محدودیتهایی دارد، اگر مدل شما دارای جزئیاتی کوچکتر از این عدد است ممکن است آن بخش از قطعهتان دقیق درنیامده و یا کلاً در قطعه دیده نشود. اگر جزئیاتی کوچکتر از این میزان دارید میتوانید از یک تکنولوژی دقیقتر استفاده کرده و یا ابعاد آن را بزرگ کنید.
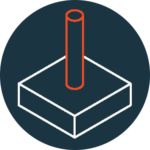
قطر پین
1 میلیمتر
پین یک بیرونزدگی استوانهای است که معمولاً برای اتصال قطعات به یکدیگر به کار میرود. برای اینکه یک پین کاربردی و نسبتاً مقاوم بسازید حتما از بزرگتر بودن قطر آن نسبت به قطر پین استاندارد تکنولوژی پرینت سه بعدی خود اطمینان کسب کنید.
اگر پین شما کوچکتر از مقدار استاندارد باشد ممکن است پرینت نشود و یا پس از پرینت سه بعدی از مقاومت کافی برخوردار نباشد.

محدوده خطا یا تولرانس
+ – 0.5 میلیمتر
تولرانس ابعادیِ هر پرینتر سه بعدی حداکثر خطایی است که ابعاد قطعه تولید شده نسبت به ابعاد مدل سه بعدی شما می تواند داشته باشد. هنگام طراحی سه بعدی و انتخاب تکنولوژی بهتر است این خطا و تاثیر آن بر محصولتان را درنظر بگیرید.
اگر قطعه تان نیاز به تولرانس پایین تری دارد توصیه می کنیم تکنولوژی های پرینت سه بعدی پیشرفته تر را بررسی کنید.



