تکنولوژی پرینت سه بعدی FFF یا FDM












پرینتر سه بعدی فیلامنتی یا اف دی ام با ذوب کردن پلاستیک و اکسترود آن، محصول سه بعدی را به صورت لایهلایه می سازد. پرینتر سه بعدی اف دی ام یک پرینتر سه بعدی ارزان به حساب میآید. مواد اولیۀ این پرینترهای سه بعدی فیلامنت است. فیلامنت یک قرقره از پلاستیک قابلذوبشدن است. پرینت سه بعدی FDM عملا ارزانترین روش ساخت افزودنی به شمار میرود.
ضخامت لایه ها در پرینت سه بعدی FDM
محصولات پرینت سه بعدی شده به صورت لایهلایه ساخته می شوند. اینکه این لایهها با چه ضخامتی روی هم قرار بگیرند در کیفیت سطح محصول تاثیر دارد. هر چه لایههای تشکیلدهنده نازکتر باشند زمان پرینت سه بعدی محصول بیشتر شده و کیفیت سطح آن نیز بیشتر میشود. معمولا 100 میکرون بهترین کیفیت پرینترهای فیلامنتی است.

300 میکرون
200 میکرون
100 میکرون
تراکم داخلی در پرینت سه بعدی FDM
یکی دیگر از شاخصهایی که در استحکام مدل تاثیر زیادی دارد تراکم داخلی محصول است. هر چه محصول توپرتر باشد استحکام بیشتری دارد. تراکم داخلی با درصد مشخص میشود. تراکم داخلی در زمان پرینت، متریال مصرفی و هزینه تمامشده محصول تاثیرگذار است.

تراکم 15 درصد
تراکم 50 درصد
تراکم 80 درصد


راهنمای طراحی برای پرینت سه بعدی FDM

ابعاد جعبه ساخت
1000×1000×1000 میلیمتر
برای اینکه بتوان یک محصول را پرینت سه بعدی کرد، هرکدام از قطعات آن باید در یک جعبه با این ابعاد مشخصی جا شوند.
در تکنولوژی FDM ابعاد قطعۀ شما میتواند یک متر ارتفاع و یک متر طول و عرض داشته باشد.
برای ساخت موفقیتآمیز محصولتان از تناسب ابعاد آن با پرینتر سه بعدی اطمینان حاصل نمایید.
در 3DFAST بزرگترین اندازه ساخت متعلق به تکنولوژی FDM یا پرینترهای فیلامنتی است.
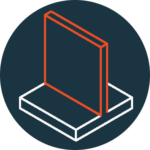
ضخامت دیوارههای بدون ساپورت
0.8 میلیمتر
دیوارۀ بدون ساپورت، دیوارهای است که اتصال آن به دیوارههای دیگر با یک لبه یا کمتر است.
همچنین مقاومت دیواره برای محصولاتی که نیاز به پولیش و رنگ دارند بسیار اهمیت دارد و امکان شکستن دیوارههای نازک در این عملیات نیز وجود دارد.
برای اطمینان از اینکه محصول شما به خوبی ساخته میشود، از تناسب ضخامت دیوارههای بدون ساپورت در مدل خود با ابعاد بالا اطمینان حاصل کنید.

ضخامت دیوارههای ساپورتدار
0.8 میلیمتر
دیواره ساپورتدار دیوارهای است که در دو یا چند لبه به دیوارههای دیگر متصل باشد.
دیوارههایی که ضخامت پایین داشته باشند ممکن است هنگام برداشتن مدل از سینی پرینتر و یا هنگام پودرزدایی شکسته شوند.
اگر این ضخامت کمتر از کمینه ضخامت است دیوارههایتان را ضخیمتر کنید و یا از یک تکنولوژی دیگر برای پرینت مدلتان استفاده کنید.

بیرون زدگیها و ساپورتگذاری
نیازمند ساپورت زیاد
در پرینت سه بعدی فیلامنتی معمولاً ساپورتهای زیادی برای تولید دقیق و بدون خطای محصول نیاز است. ساپورتگذاری در این تکنولوژی معمولاً به صورت اتوماتیک انجام میشود و ساپورتها پس از پرینت با استفاده از ابزارهای تیز از مدل جدا میشود. ساپورتها در این تکنولوژی پرینت سه بعدی معمولاً برای زاویههای منفی 45 درجه زده میشود. جدا شدن ساپورتها مسلماً به کیفیت سطح محصول آسیب میرساند. بنابراین در مدلهای پیچیده نیاز به پولیش و پرداخت نیز وجود دارد.
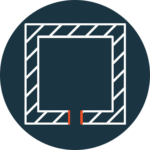
برجستگیها و فرورفتگیها
0.6 میلیمتر وسعت و 2 میلیمتر ارتفاع
کمترین ابعاد جزئیات برجسته و فرورفته به کیفیت پرینتر بستگی دارد. اگر میزان این فرورفتگی و برجستگیها پایینتر از استاندارد دستگاه باشند ممکن است پرینتر سه بعدی نتواند آنها را به خوبی دربیاورد.
برای اینکه جزئیاتتان به خوبی ساخته شوند ابعاد آنها را بالاتر از این میزان درنظر بگیرید.
اگر مدل شما برجستگی و فرورفتگیهایی کوچکتر از این ابعاد دارد سعی کنید آنها را بزرگتر کرده یا از طرحتان حذف کنید.

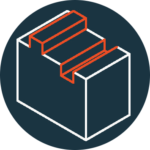
پلهای افقی
10 میلیمتر
یک پل (Bridge) المانی افقی است که در دو نقطه توسط عناصر عمودی ساپورت میشود.
اگر طول پلهای مدل شما بالاتر از مقدار استاندارد باشد نیاز به ساپورت خواهد داشت و کیفیت سطح آن کاهش می یابد. همچنین احتمال شکستن پلهای بلندتر از مقدار استاندارد هنگام پروسه کندن ساپورت وجود دارد.
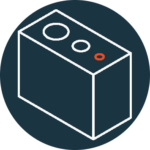
سوراخ ها
قطر 2 میلیمتر
اگر قطر حفره هایتان بیش از حد کوچک باشد احتمال چسبیدن دو طرف بخش هایی از حفره در پروسه پرینت وجود دارد، همچنین اگر سوراخ را بیش از حد ریز درنظر بگیرید ممکن است پرینتر سه بعدی امکان ساخت آن را نداشته باشد و در قطعه تان درنظر گرفته نشود.
برای اینکه سوراخ های قطعه تان بدون ایراد ساخته شوند از بالاتر بودن قطر آنها نسبت به قطر استاندارد اطمینان کسب کنید.

قطعات متصل و متحرک
0.5 میلیمتر
اگر محصول شما دارای قطعات جدا از هم است که قرار است درهم فرو روند یا اینکه به هر نحوی به یکدیگر متصل شوند باید برای بخشهایی که با هم در تماس هستند یک تولرانس ابعادی درنظر بگیرید. برای نمونه اگر محصول شما دارای یک نری و یک مادگی استوانهای است، برای درست کار کردن محصولتان باید قطر نری را به میزان مشخصی کوچکتر از مادگی درنظر بگیرید. مقدار این تولرانس برای هر تکنولوژی و متریال میتواند متفاوت باشد.
اگر این تولرانسها را درنظر نگیرید ممکن است اتصال قطعاتتان مشکل شود و برای اینکه محصولتان قابلاستفاده شود نیازمند عملیات پرداخت و پست پروسس زمان بری خواهد بود.
حفره تخلیه
نیاز ندارد
حفرههای تخلیه برای قطعاتی که بخشهای توخالی دارند امکان خروج این مواد را فراهم میکنند، در صورت نبود حفره این حجمِ ماده اضافی در قطعه محصور می شود و باعث بالارفتن هزینهی مواد اولیه و وزن محصول میشود و ممکن است مشکلات زیادی به وجود آورد.
گذاشتن حفرهها در نقاط مقابل یکدیگر به فرآیند خروج متریال کمک زیادی میکند.
گذاشتن یک حفره تخلیه در ته یک قسمت مدل نمیتواند همۀ مواد آن منطقه را تخلیه کند چرا که موادی که در اطراف حفره هستند به خوبی خالی نمیشوند. به عنوان یک قاعدۀ کلی بهتر است همیشه به جای یک حفره از چندین حفره تخلیه استفاده کنید.
در پرینتر سه بعدی FDM به دلیل عدم وجود پودر یا رزین نیازی به قرار دادن این سوراخ نیست.

کوچکترین جزئیات قابل پرینت
2 میلیمتر
هر پرینتر سه بعدی و هر تکنولوژی پرینت برای ساخت جزئیات محدودیتهایی دارد، اگر مدل شما دارای جزئیاتی کوچکتر از این عدد است ممکن است آن بخش از قطعهتان دقیق درنیامده و یا کلا در قطعه دیده نشود. اگر جزئیاتی کوچکتر از این میزان دارید میتوانید از یک تکنولوژی دقیقتر استفاده کرده و یا ابعاد آن را بزرگ کنید.
قطر پین
3 میلیمتر
پین یک بیرونزدگی استوانهای است که معمولاً برای اتصال قطعات به یکدیگر به کار میرود. برای اینکه یک پین کاربردی و نسبتاً مقاوم بسازید حتما از بزرگتر بودن قطر آن نسبت به قطر پین استاندارد تکنولوژی پرینت سه بعدی خود اطمینان کسب کنید.
اگر پین شما کوچکتر از مقدار استاندارد باشد ممکن است پرینت نشود و یا پس از پرینت سه بعدی از مقاومت کافی برخوردار نباشد.

محدوده خطا یا تولرانس
+ – 0.5 میلیمتر
تولرانس ابعادیِ هر پرینتر سه بعدی حداکثر خطایی است که ابعاد قطعۀ تولید شده نسبت به ابعاد مدل سه بعدی شما میتواند داشته باشد. هنگام طراحی سه بعدی و انتخاب تکنولوژی بهتر است این خطا و تاثیر آن بر محصولتان را درنظر بگیرید.
اگر قطعهتان نیاز به تولرانس پایینتری دارد توصیه میکنیم تکنولوژیهای پرینت سه بعدی پیشرفتهتر را بررسی کنید.