پرینت سه بعدی پلی جت PolyJet












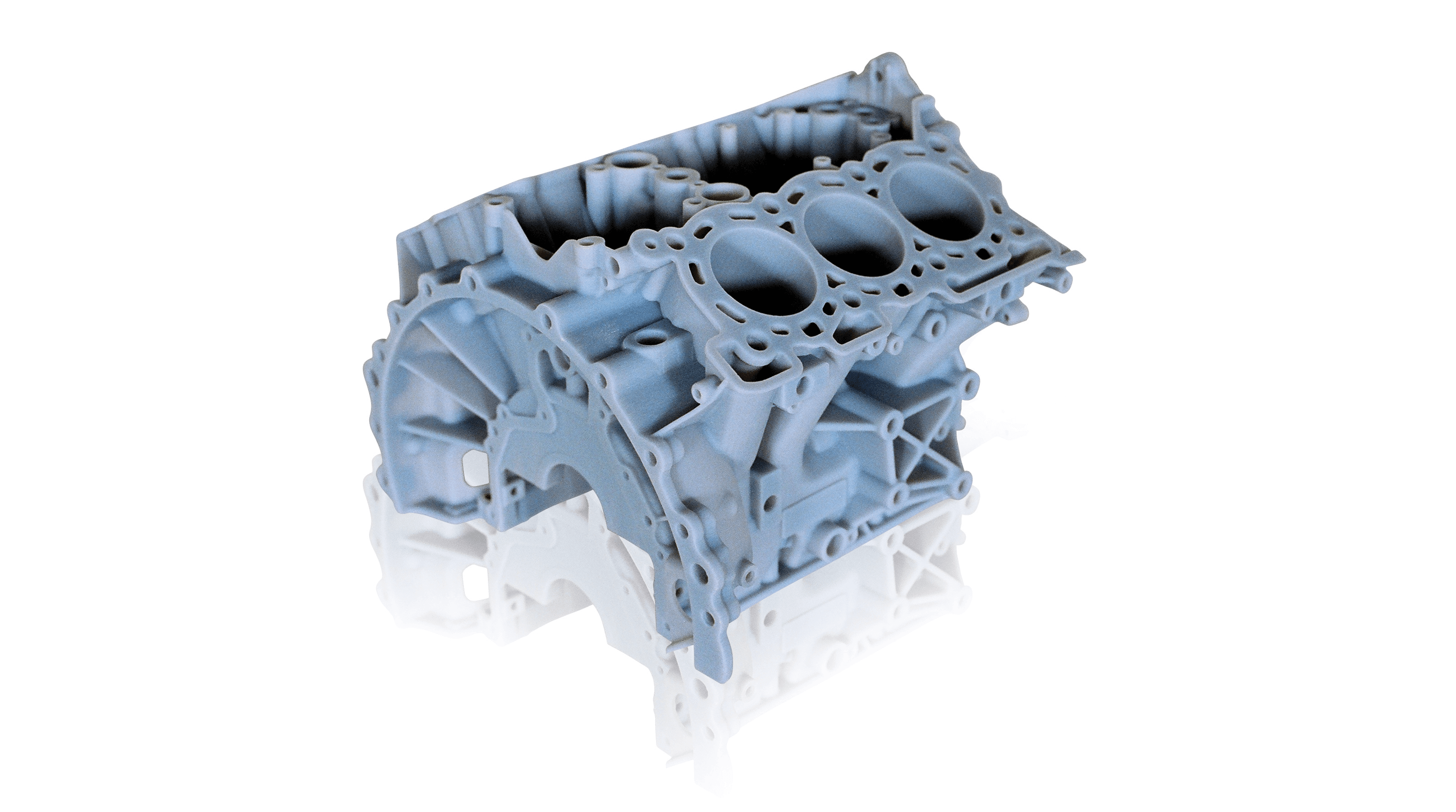
پلی جت یا متریال جتینگ یک تکنولوژی پرینت سه بعدی است که میتواند قطعاتی دقیق و با سطح صیقلی تولید کند که میتوانند به عنوان نمونه اولیه و قطعات کاربردی استفاده شوند. در این تکنولوژی هدهای پرینتر ظریف، قطرات مایع حساس به نور را روی سطحی میپاشند و این قطرات همان لحظه با برخورد نور UV جامد میشوند. این تکنولوژی تنها تکنولوژی پرینت سه بعدی است که میتواند همزمان چند نوع متریال انعطاف پذیر، سخت و تمام رنگی را پرینت کند.
رزین های مشابه ABS
مواد اولیه پرینت سه بعدی Polyjet




راهنمای طراحی برای پرینت سه بعدی Polyjet

ابعاد جعبه ساخت
100×80×50 سانتیمتر
برای اینکه بتوان یک محصول را پرینت سه بعدی کرد، هرکدام از قطعات آن باید در یک جعبه با این ابعاد حدودی جای شوند.
در پرینتر سه بعدی Poly Jet ابعاد تعیین کننده بستگی به نوع و مدل پرینتر سه بعدی ای دارد که محصول شما را می سازد.
در تری دی فست می توانید مدل هایی با حداکثر اندازه 1000 میلیمتر طول در 800 میلیمتر عرض و 500میلیمتر ارتفاع را با پلی جت یا متریال جتینگ پرینت کنید.
برای ساخت موفقیت آمیز محصولتان از تناسب ابعاد آن با پرینتر سه بعدی اطمینان حاصل نمایید. اگر ابعاد محصولتان بزرگتر از این ابعاد می باشد، می توانید مقیاس مدل خود را کوچکتر کنید یا مدل خود را چند تکه کنید تا پس از ساخت، این قطعه ها را بتوانید به هم متصل کنید.
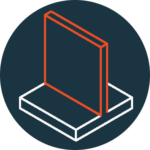
ضخامت دیوارههای بدون ساپورت
1 میلیمتر
دیواره بدون ساپورت، دیواره ای است که اتصال آن به دیواره های دیگر با یک لبه یا کمتر می باشد.
همچنین مقاومت دیواره برای محصولاتی که نیاز به پولیش و رنگ دارند بسیار اهمیت دارد و امکان شکستن دیواره های نازک در این عملیات نیز وجود دارد.
برای اطمینان از اینکه محصول شما به خوبی ساخته می شود، از تناسب ضخامت دیواره های بدون ساپورت در مدل خود با ابعاد بالا اطمینان حاصل کنید.

ضخامت دیوارههای ساپورتدار
1 میلیمتر
دیواره ساپورت دار دیواره ای است که در دو یا چند لبه به دیواره های دیگر متصل باشد.
دیواره هایی که ضخامت پایین داشته باشند ممکن است هنگام برداشتن مدل از سینی پرینتر و یا هنگام پودرزدایی شکسته شوند.
اگر این ضخامت کمتر از کمینه ضخامت می باشد دیواره هایتان را ضخیم تر کنید و یا از یک تکنولوژی دیگر برای پرینت مدلتان استفاده کنید.

بیرون زدگی ها و ساپورت گذاری
نیازمند ساپورت
در پرینت سه بعدی پلی جت یا متریال جتینگ معمولا سازه ساپورت برای تولید دقیق و بدون خطای محصول نیاز است. ساپورتهای این تکنولوژی با متریال متفاوتی تولید میشود که پس از اتمام پرینت قطعه میتوان با استفاده از آب فشار قوی یا حمام فراصوت آنها را در آب حل کرد و از بین برد.
برجستگی ها و فرورفتگی ها
0/2 میلیمتر
کمترین ابعاد جزئیات برجسته و فرورفته به کیفیت پرینتر بستگی دارد. اگر میزان این فرورفتگی و برجستگی ها پایین تر از استاندارد دستگاه باشند ممکن است پرینتر سه بعدی نتواند آنها را به خوبی دربیاورد.
برای اینکه جزئیاتتان به خوبی ساخته شوند ابعاد آنها را بالاتر از این میزان درنظر بگیرید.
اگر مدل شما برجستگی و فرورفتگی هایی کوچکتر از این ابعاد دارد سعی کنید آنها را بزرگتر کرده یا از طرحتان حذف کنید.

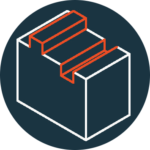
پل های افقی
نیازی ندارد
یک پل (Bridge) المانی افقی است که در دو نقطه توسط عناصر عمودی ساپورت می شود.
اگر طول پل های مدل شما بالاتر از مقدار استاندارد باشد نیاز به ساپورت خواهد داشت و کیفیت سطح آن کاهش می یابد. همچنین احتمال شکستن پل های بلندتر از مقدار استاندارد هنگام پروسه کندن ساپورت وجود دارد. در تکنولوژی Poly Jet به دلیل اینکه ساپورت حلال در آب است به سازه پل نیازی ندارید.
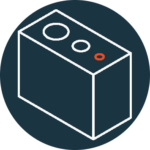
سوراخ ها
قطر 0.05 میلیمتر
اگر قطر حفره هایتان بیش از حد کوچک باشد احتمال چسبیدن دو طرف بخش هایی از حفره در پروسه پرینت وجود دارد، همچنین اگر سوراخ را بیش از حد ریز درنظر بگیرید ممکن است پرینتر سه بعدی امکان ساخت آن را نداشته باشد و در قطعه تان درنظر گرفته نشود.
برای اینکه سوراخ های قطعه تان بدون ایراد ساخته شوند از بالاتر بودن قطر آنها نسبت به قطر استاندارد اطمینان کسب کنید.

قطعات متصل و متحرک
0.4 میلیمتر
اگر محصول شما دارای قطعات جدا از هم است که قرار است در هم فرو روند یا اینکه به هر نحوی به یکدیگر متصل شوند باید برای بخش هایی که با هم در تماس هستند یک تولرانس ابعادی درنظر بگیرید. برای نمونه اگر محصول شما دارای یک نری و یک مادگی استوانه ای است، برای درست کار کردن محصولتان باید قطر نری را به میزان مشخصی کوچکتر از مادگی درنظر بگیرید. مقدار این تولرانس برای هر تکنولوژی و متریال می تواند متفاوت باشد.
اگر این تولرانس ها را درنظر نگیرید ممکن است اتصال قطعاتتان مشکل شود و برای اینکه محصولتان قابل استفاده شود نیازمند عملیات پرداخت و پست پروسس زمان بری خواهد بود.
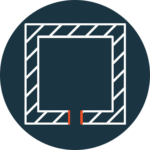
حفره تخلیه
نیازی ندارد
در قطعاتی که با پرینتر سه بعدی رزینی و پودری ساخته می شوند معمولا در فضاهای خالی درون قطعه مقداری ماده اولیه اضافی محصور می شود که باید پس از ساخت از قطعه خارج شود. به دلیل آنکه ساپورتها در تکنولوژی Poly Jet به صورت جامد پرینت میشود در بیشتر مواقع نیازی به حفرۀ تخلیه ندارید.

کوچکترین جزییات قابل پرینت
0.5 میلیمتر
هر پرینتر سه بعدی و هر تکنولوژی پرینت برای ساخت جزئیات محدودیت هایی دارد، اگر مدل شما دارای جزئیاتی کوچکتر از این عدد است ممکن است آن بخش از قطعه تان دقیق درنیامده و یا کلا در قطعه دیده نشود. اگر جزئیاتی کوچکتر از این میزان دارید می توانید از یک تکنولوژی دقیق تر استفاده کرده و یا ابعاد آن را بزرگ کنید.
قطر پین
0.5 میلیمتر
پین یک بیرون زدگی استوانه ای است که معمولا برای اتصال قطعات به یکدیگر به کار می رود. برای اینکه یک پین کاربردی و نسبتا مقاوم بسازید حتما از بزرگتر بودن قطر آن نسبت به قطر پین استاندارد تکنولوژی پرینت سه بعدی خود اطمینان کسب کنید.
اگر پین شما کوچکتر از مقدار استاندارد باشد ممکن است پرینت نشود و یا پس از پرینت سه بعدی از مقاومت کافی برخوردار نباشد.

محدوده خطا یا تولرانس
+ – 0.3 میلیمتر
تولرانس ابعادیِ هر پرینتر سه بعدی حداکثر خطایی است که ابعاد قطعه تولید شده نسبت به ابعاد مدل سه بعدی شما میتواند داشته باشد. هنگام طراحی سه بعدی و انتخاب تکنولوژی بهتر است این خطا و تاثیر آن بر محصولتان را درنظر بگیرید.
اگر قطعهتان نیاز به تولرانس پایینتری دارد توصیه میکنیم تکنولوژیهای پرینت سه بعدی پیشرفتهتر را بررسی کنید.